

- 2025-04-02 11:06 1760
- 产品价格:80000.00 元/个 起
- 发货地址:河南安阳殷都区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:157053890公司编号:13621447
- 康经理 微信 18037288568
- 进入店铺 在线留言 QQ咨询 在线询价
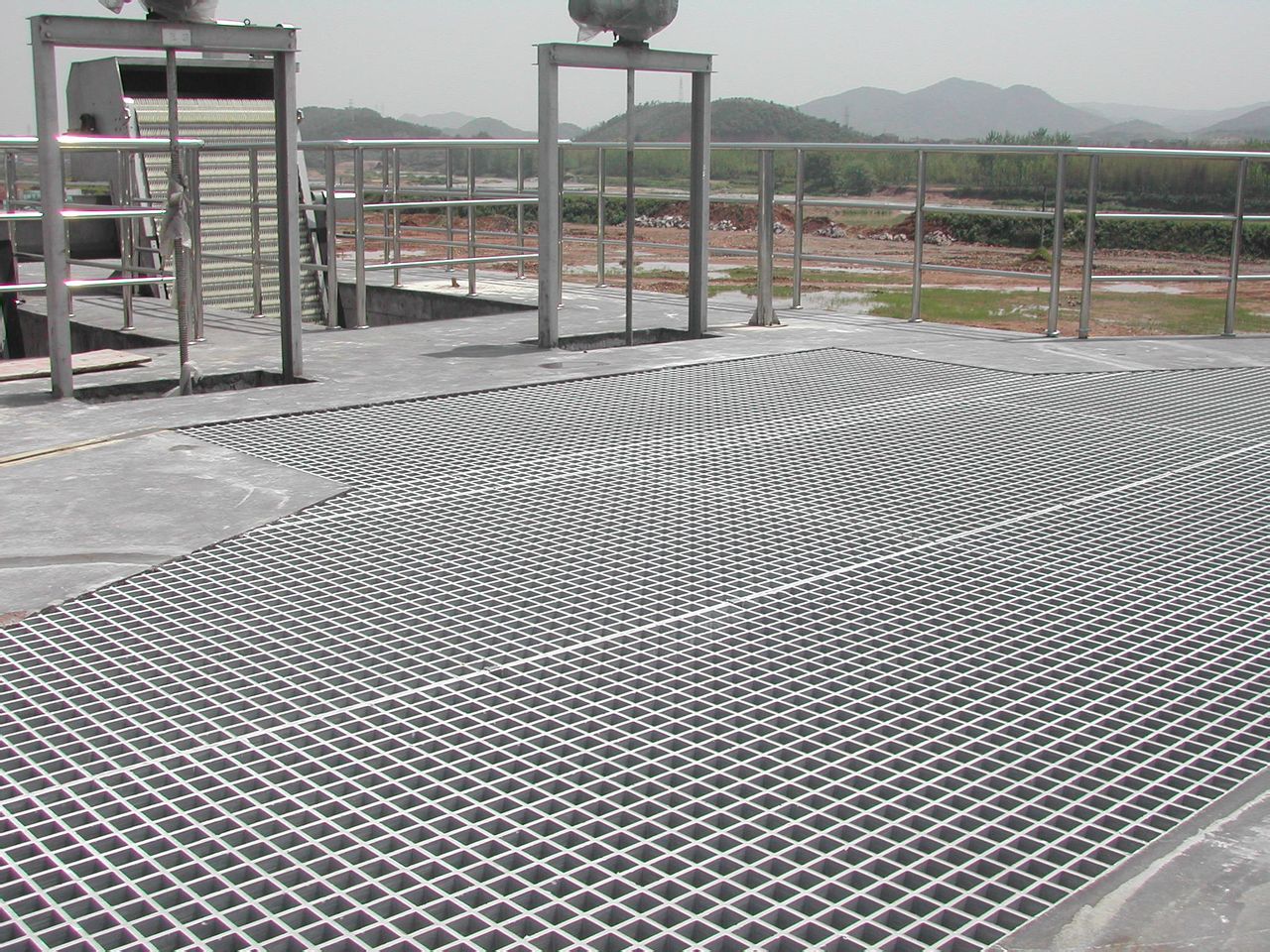
云南玻璃钢拉挤设备定制 格栅板 规格齐全
- 相关产品:
玻璃钢拉挤机操作中需要注意:
玻璃钢拉挤机的使用过程中需要注意的地方,主要是玻璃钢拉挤机的润滑方法和一些操作时的注意事项。玻璃钢拉挤设备润滑管理工作不仅仅是打油、加油等一般性工作,还包括从润滑油的选用、保管到设备管理规章制度等润滑技术管理系统,按照设备的性能、特点及其作业条件、环境等实际情况制定出科学合理的设备润滑制度。
润滑方法及注意事项:
1、润滑油脂必须清洁,不能混有杂物,以免降低油品质量;
2、润滑点应保持清洁,涂油前凡需润滑的部位都应清理干净,不能留有赃物及水份;
3、各类润滑油要有的密封容器和漏斗、油等加油工具,并应保持器具的清洁;
4、按润滑规定并结合实际情况选用合适的润滑油脂;
5、确定用油牌号,确定后不能与其它不同牌号的油品混合使用。
6、潮湿的场合不宜选用钠基型润滑脂。
7、润滑开式齿轮和钢丝绳时,应先把油污清除后,再涂刷合适的润滑脂。
8、对集中润滑系统宜选用低稠度脂,在低温或管线较长时,应选用较软的润滑脂。
9、没有注油点的转动部位,可用稀油滴入各转动缝隙中,以减少磨损和防止锈蚀。
10、对电气设备进行润滑时,必须在断电的情况下进行。
11、清洗齿轮箱时,应先放干废油,加入清洗剂至适当高度,空转数分钟后,将清洗剂放干净,然后加入新油。
12、定期取样化验,并及时换油。
13、另外,对于工作频繁的重要机械和电气部件,如钢丝绳、滑轮和滑轮组、制动器的各销轴,控制器和接触器的转轴,电磁铁销轴、联动轴等部位,必须及时进行润滑。对于其他零部件的润滑,可结合设备保养期限如日检、周检、月检、半年检、年检的工作同时进行。
玻璃钢拉挤成型工艺常见问题及解决办法:
1. 剥落
当部件表面有固化树脂颗粒从模中出来时,这种现象称为剥落或脱落。
解决措施:
•提高固化树脂早期模的入口喂料端温度。
•降低线速度,使树脂早固化。
•停线清理(30至60秒)。
•增加低温引发剂的浓度。
2. 起泡
部件表面出现起泡现象时。
解决措施:
•提高入口端模的温度,使树脂快固化
•降低线速度,与上述措施作用相同
•提高强化水平。起泡经常由玻纤含量低导致的空隙引起。
3. 表面裂缝
表面裂缝由过度收缩引起。
解决措施:
•提高模温以加快固化速度
•降低线速度,与上述措施作用相同
•增加装填物的加载量或玻纤含量,增加富含树脂表面的强韧性,从而减少收缩率、压力和裂缝
•向部件添加表面衬垫或面纱
•增加低温引发剂的含量或使用低于当前温度的引发剂。
4. 内部裂缝
内部裂缝通常与截面过厚有关,裂缝可能出现在层压制品的中心位置,也可能出现在表面。
解决措施:
•提高喂料端的温度,以使树脂早固化
•降低模尾端的模温,使其作为散热器,以降低放热峰
•如无法改变模温,则提高线速度,以此来降低部件外部轮廓的温度以及放热峰,从而减少任何热应力。
•降低引发剂水平,特别是高温引发剂。这是的*解决方案,但需要一些实验进行。
•将高温引发剂替换为低放热但固化效果较好的引发剂。
5. 色差
热点会导致不均匀收缩,从而产生色差(又称颜色转移)
解决措施:
•检查加热器,确保其处于适当位置,从而不会在模上出现温度不均匀的现象
•检查树脂混合料以确保填充物和/或颜料不会出现沉降或分离(色差)
6. 巴士硬度低
巴氏硬度计的读数低;由于未完全固化。
解决措施:
•降低线速度以加速树脂的固化
•提高模温以提高模内的固化速率和固化程度
•检查导致过度塑化的混合物配方
•检查其他污染物,例如水或能够影响固化速率的颜料
注意: 巴氏硬度读数只能被用于对比使用相同树脂的固化效果。它们不能被用于对比使用不同树脂的固化效果,因为不同树脂会使用各自特定的乙二醇来生产,其交联深度也不尽相同。
7. 气泡或气孔
在表面会出现气泡或气孔。
解决措施:
•检查下多余的水汽和溶剂是否是在混合过程中或由于不正确的加热而导致。水和溶剂在放热过程中会沸腾蒸发,造成表面的气泡或气孔。
•降低线速,和/或升高模温,通过增加表面树脂硬度来好地克服这个问题。
•使用表面罩或表面毡。这将加固表层树脂,有助消除气泡或气孔。
•向部件添加表面衬垫或面纱
玻璃钢拉挤成型工艺:
1、拉挤工艺
拉挤成型工艺过程是由送纱、浸胶、预成型、固化定型、牵引、切断等工序组成。无捻粗纱从纱架引出后,经过导纱装置进入树脂槽浸透树脂胶液,然后进入预成型模,将多余树脂和气泡排出,再进入成型模凝胶、固化。固化后的制品由牵引机连续不断地从模具拉出,后由切断机定长切断。拉挤成型工艺中除立式和卧式机组外,尚有弯曲形制品拉挤成型工艺,反应注射拉挤工艺等。增强热塑性塑料拉挤工艺在近几年也取得了一定的突破。近美国道化学公司采用聚氨酯与玻纤经过拉挤制成强度、韧性、抗损伤性能均很优良的型材。其拉挤速度可达到热固
性塑料拉挤速度的10倍。
2、工艺控制
拉挤成型工艺控制的参数主要包括成型温度、固化时间、牵引张力及牵引速度等。
(1)成型温度
在拉挤成型过程中,材料在穿越模具时发生的变化是关键的。
玻璃纤维浸胶后通过加热的金属模具,一般将连续拉挤过程分为预热区、胶凝区和固化区。在模具上使用加热板或加热套来加热。树脂在加热过程中,温度逐渐升高,粘度降低。通过预热区后,树脂体系开始胶凝、固化,在固化区内产品受热继续固化,以保证出模时有足够的固化度。模具的加热条件是根据树脂体系来确定的。以聚酯树脂配方为例,一般来讲,模具温度应大于树脂的放热峰值,温度上限为树脂的降解温度。温度、胶凝时间、拉速应当匹配。预热区温度可以较低,胶凝区与固化区温度相似。温度分布应使产品固化放热峰出现在模具中部靠前,胶凝固化分离点应控制在模具中部。温度梯度不宜过大。
(2)拉挤速度的确定
拉挤模具的长度一般为0.6-1.2m。在一定的温度条件下,树脂体系的胶凝时间对工艺参数速度的确定是非常重要的。一般的说,选择拉挤速度要充分考虑使产品在模具中部胶凝固化,也即脱离点在中部并尽量靠前。如果拉挤速度过快、制品固化不良或者不能固化,直接影响到产品质量;如果拉挤速度过慢,型材在模中停留时间过长,制品固化过度,并且降低生产效率。拉挤工艺在启动时,速度应放慢,然后逐渐提高到正常拉挤速度。一般拉挤速度为500一1300mm/min。现代拉挤技术的发展方向之一就是高速化。
(3)牵引力
牵引力是保证制品顺利出模的关键,牵引力的大小由产品与模具之间的界面上的剪切应力来确定。在模具中剪切力是随拉速的变化而变化的。
模具入口处的剪切应力与模具壁附近树脂的粘滞阻力相一致。通过升温,在模具预热区内,树脂粘度随温度升高而降低,剪切力也开始下降。初始峰值的变化由树脂粘性流体的性质决定。另外,填料含量和模具入口温度也对初始剪切力影响很大。由于树脂固化反应,它的粘度增加而产生2于树脂与模具壁面的脱离点,并与拉速关系很大,当牵引速度增加时,这个点的剪切力大大减小。后,3区域也即模具出口处,出现连续的剪切应力,这是由于在固化区中与模具壁摩擦引起的,这个摩擦力较小。牵引力在工艺控制中很重要。成型中若想使制品表面光洁,要求产品在脱离点的剪切应力较小,并且尽早脱离模具。牵引力的变化反应了产品在模具中的反应状态,它与许多因素,如:纤维含量、制品的几何形状与尺寸、脱模剂、温度、拉速等有关系。
(4)各拉挤工艺变量的相关性
热参数、拉速、牵引力三个工艺参数中,热参数是由树脂系统的特性来确定的,是拉挤工艺中应当解决的首要因素。拉挤速度确定的原则是在给定的模内温度下的胶凝时间,保证制品在模具中部胶凝、固化。牵引力的制约因素较多,如:它与模具温度关系很大,并受到拉挤速度的控制。拉速的增加直接影响到剪切应力的二个峰值,即脱离点处的剪切应力;个剪切应力峰。该值对应脱模剂的影响也是不容忽视的因素。
为了提高生产效率,一般尽可能提高拉速。这样可降低模具剪切应力,以及制品表面质量。对于较厚的制品,应选择较低拉速或使用较长的模具,增加模具温度,其目的在于使产品能较好地固化,从而提高制品的性能。为了降低牵引力,使产品顺利脱模,采用良好的脱模剂是十分必要的,有时这在成型工艺中起到决定性的作用。
玻璃钢拉挤产品制造工艺说明:
玻璃钢拉挤工艺通过模具的形式,可以实现任意截面的型材产品,长度可以根据需求自行定制。具体制造工艺如下:
1. 检查准备工作:
(1)根据需求,选择相应类型的模具,并将模具清理干净。要求模具内表面无粉尘、杂物及其他附着物。
(2) 认真检查所选用的无碱无捻直接拉挤纤维纱用量是否充足
(3) 认真检查所选用的无碱连续毡宽度是否合适。
(4) 加热板是否适当。
2. 穿纱:
(1) 将模具安放到拉挤设备的规定位置,并固定好。
(2) 将纤维纱从模具预成型孔中穿过。
(3) 将纤维纱从模具孔腔中穿过,并按设计工艺要求达到规定的根数。
(4) 将准备好的无碱连续毡按预定位置备好。
3. 配料:
根据设计工艺要求,严格把守配料点,可以根据要求加入相应的色浆,并加入充量的内脱膜剂,来保证产品顺利拉挤成型。
4. 模具预热:
根据模具的规格大小,选择相应的加热板,并附在模具周围固定好,按设计温度分区,调整好每个加温区的温度,并根据模具的规格、加温相应的预热时间。
5. 拉挤成型:
将纤维纱浸入浸胶槽内,并固定好压胶板,将预先穿出的纤维纱集束后,固定在拉力小车上,并启动拉力小车,将纤维纱从模具中拉出。
待拉出产品后,将拉连调整到合理状态,由拉力小车交替进行,将产品拉出模腔。
6. 定成裁截:
按长度要求,在微机中输入要定长截断的长度,拉力小车在拉出足够长度的产品后,切割锯将自动按要求裁截。






{kind=link}