- 26223
- 产品价格:125.00 元/平方米 起
- 发货地址:江苏常州武进区 包装说明:不限
- 产品数量:9999.00 平方米产品规格:不限
- 信息编号:157346022公司编号:13810279
- 郑 总经理 微信 18915868330
- 进入店铺 在线咨询 QQ咨询 在线询价
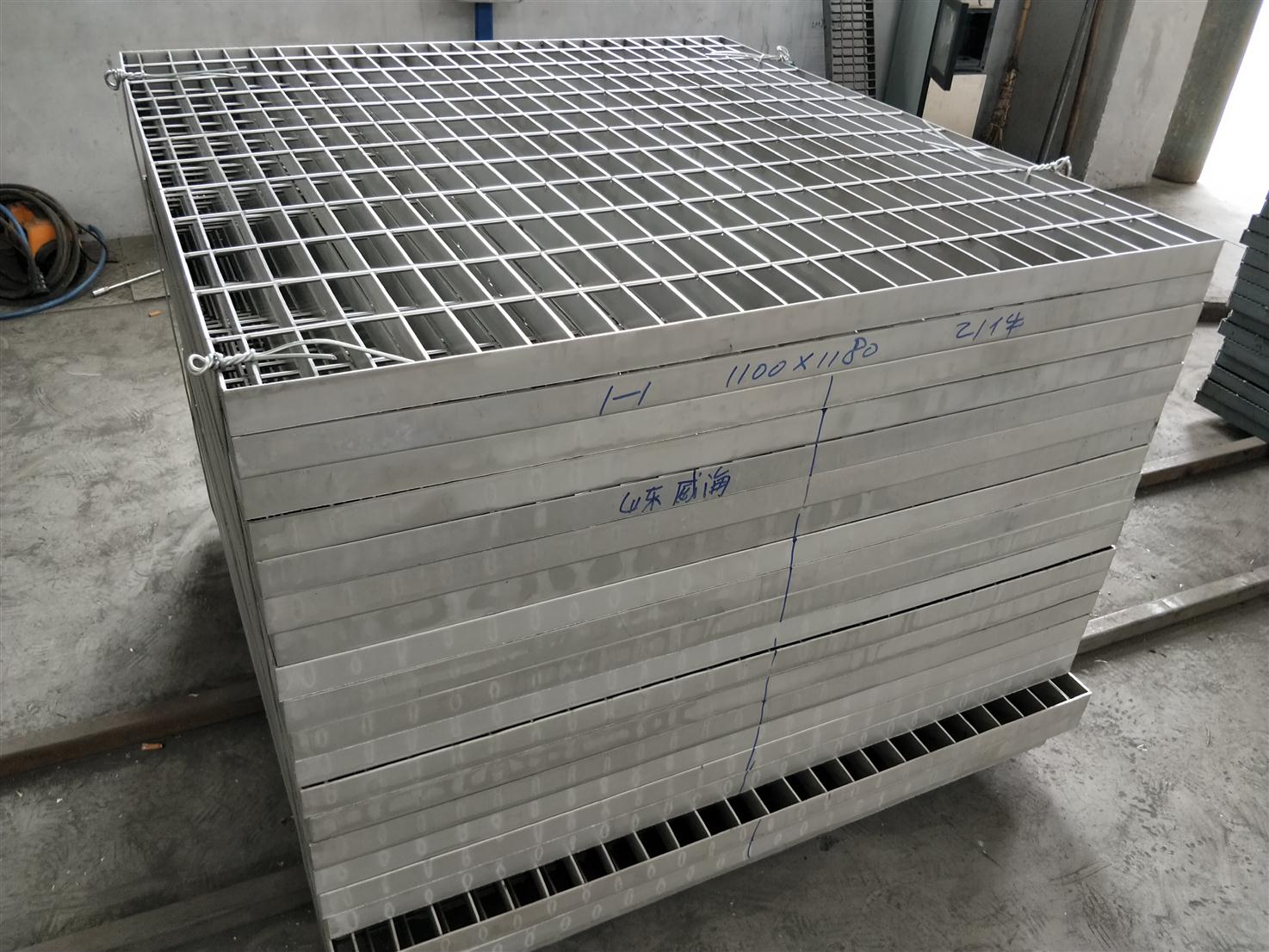
南平钢格栅盖板厂家现货供应
- 相关产品:
钢易网讯:今日开盘,国内钢市表现为先抑后扬,黑色系于午后开启一波明显的跌反弹走势,期螺由3546元低位强势上攻,重新回归3600元上方,振幅高达131元,涨幅迫近2%;热卷及焦煤涨幅则在2%以上,铁矿石暂时未能成功翻红,但总体仍以震荡向上为主基调。
现货市场方面,钢坯午后亦随之小幅反弹,敏感地区成品材价格有跟涨表现。从成交情况来看,早间走货较差,随着期货市场率先反弹,终端及贸易商拿货动作增多。另有部分投机需求显现,商家入场**的加入,使得整体市场成交开始活跃起来。
究其原因,一方面市场在跌过后的确存在反弹的需求,近期市场价格基本围绕在:下跌→加速下跌→修复反弹→需求不力→掉头向下→跌反弹的路径来 回反复;另一方面,在价格持续调整过后,电炉等短流程钢厂亏损情况加剧,高炉等长流程钢厂利润被明显侵蚀,开始挣扎在成本线附近。
受此影响,近*产、检修的钢厂开始增多,尤其是以电炉为主的短流程钢厂率先减产,另有部分高炉企业开始加入。据兰格钢铁网调研,目前山西晋南地 区(立恒、建邦、宏达、建龙、陕钢等)以及四川等地部分钢厂已有明确的减产、检修计划,部分钢厂已经开始执行,时间在5-7天不等,个别在15天左右。
在季节性需求转换节点尚未完全释放的情况下,市场倒逼钢厂减产,从供给端提振市场信心。
需要关注的是,后期钢厂减产的落地情况以及减产的力度与需求情况是否匹配。有两种情况,一是减产落地,垒库放缓或降库,市场悲观预期释放,价格止 跌反弹完成;二是需求端释放,与供给端形成共振,市场彻底走出迷局。若以上均未能达到较好的效果,存在*三种情况,反弹不具备持续性,冲高回落再震荡。
目前来看,宏观市场、外围消息面不确定性依然较大,台风天气尚未完全散去。另外,70周年大庆等对于建筑施工企业的采购及运输影响亦不能忽略。而 从当前来看,减产检修主要集中在短流程企业,立恒、高义、星原、建邦等钢厂上调20元,沙钢等大型钢厂仍以降价150-200元为主基调。
因此,不论宏观还是微观层面,多空博弈的局面使得市场反复震荡难有特别大的改观,市场情绪存在反复的可能。
价格方面,今日,国内重点城市Ф25mm三级螺纹钢平均价格3751元(吨价,下同),较昨日跌39元;国内重 点城市Ф6.5mm高线平均价格为4192元,较昨日跌37元;国内重点城市5.5mm热轧卷板平均价格为3735元,较昨日跌24元;国内重点中心城市 1.0mm冷板的平均价格为4286元,较昨日跌2元;国内重点城市20mm中板平均价格3851元,较昨日跌27元。
原料方面,今日,唐山地区昌黎150*150普碳方坯3470元,较昨日跌30元;京唐港61.5%品位澳大利亚PB铁矿粉价格为740元,较昨日跌30元;唐山地区准一级冶金焦含税到厂价格2010元,较昨日持平。
钢格板厂专业生产压焊钢格板,压焊钢格板是由负荷扁钢和横杆按一定间距经纬排列,采用200吨液压电阻焊自动化设备焊接成原板,经切割,开孔,包边等工序加工而成客户要求的产品。
压焊钢格板较人工焊钢格板表面更平滑美观,无缺口,焊接牢固,无漏焊。
压焊钢格板的分类:按表面形状分为齿形压焊钢格板、平面型压焊钢格板、I型压焊钢格板及复合型压焊钢格板;钢格板按表面处理情况可分为热镀锌钢格板、喷漆钢格板及压焊钢格板。
另外,压焊钢格板井自动压力焊机焊接成型后可通过切割、包边等工序,加工成各种异型钢格板,以满足有特殊需要的客户。
钢格板的使用很普遍,但是好的钢格板怎样才能买到呢,怎样区别好与坏呢,目前我们对不锈钢的鉴别分为以下几种方法:
(一)通过色泽鉴别
我们可以使用酸洗法:
酸洗的不锈钢:表面色泽银白光洁:
铬镍不锈钢:银白呈玉色;
铬不锈钢:白稍灰光泽弱;
铬锰氮不锈钢:色泽与铬镍不锈钢相似稍淡,钢格板.未经酸洗的
铬镍钢:呈棕白色,
铬钢:呈棕黑色铬锰氮:呈黑色
(二)通过磁铁鉴别
(1)铬不锈钢在任何时候无论是高温加热还是冷却都能被磁铁吸引,具有磁力;
(2)铬镍不锈钢在高温加热下是没有磁性的,但是在冷却后,有的会有磁性.
(3)含锰较高的高锰钢是没有磁性的;
(4)铬镍氮不锈钢有的无磁性,有的有磁性,有的纵面无磁性但横面有磁性.
(三)把钢材上的氧化层摩擦去除,放上一滴水,用硫酸铜擦拭,擦后如果不变色,一般为不锈钢;如果变为紫红色,无磁性的是高锰钢,有磁性的一般是普通钢或低合金钢。
热镀锌电厂钢格板厂家使用注意。河北玖洋丝网制品有限公司位于*的“丝网之乡”河北省安平县是集科研、生产及销售于一体的现代化企业,产品**,服务周到.热镀锌电厂钢格板可采用手工电弧焊、熔化较气体保护焊、氩弧焊、电阻焊等方法进行焊接,下面就来介绍前两种方法。 (1)手工电弧焊 1)焊前准备 为了降低焊接烟尘,防止热镀锌电厂钢格板焊接裂纹及气孔的产生,焊前应将坡口附近的锌层去除。去除方法可采用火焰烘烤或喷砂。坡口间隙应尽量控制在1.5~2mm内,工件厚度较大时,可放宽到2.5~3mm。 2)焊条的选择 焊条的选择原则是焊缝金属的力学性能尽量与母材相近,而且焊条熔敷金属中含硅量应控制在0.2%以下。采用钛铁矿型焊条、氧化钛型焊条、纤维素型焊条、钛钙型焊条和低氢型焊条焊接时所得到的接头强度均可达到满意的指标。对于低碳钢镀锌钢钢格板,应**选用J421/J422或J423焊条。热镀锌电厂钢格板焊接时,尽量采用短弧,不要使电弧摆,以防止镀锌层熔化区域的扩大,保证工件的抗腐蚀性并降低烟尘量。 (2)熔化较气体保护焊 采用CO2气体保护焊或者Ar CO2、Ar O2等混合气体保护焊进行焊接。保护气体对焊缝中Zn的含量有明显的影响,采用纯CO2或CO2 O2时,焊缝中Zn的含量较高,而采用Ar CO2或Ar O2时,焊缝中Zn的含量较低。电流对焊缝中Zn含量影响不大,随着焊接电流的增大,焊缝中的Zn含量稍有降低。采用气体保护焊焊接热镀锌电厂钢格板时,焊接烟尘要比手工电弧焊大得多,因此应特别注意排风。影响烟尘量大小及成分的因素主要是电流和保护气体。电流越大,或保护气体中CO2或O2含量越大,焊接烟尘越大,而且烟尘中ZnO含量也增大,大时ZnO的含量可达到70%左右。在同样的焊接规范下,热镀锌电厂钢格板的熔深要比不镀锌的钢格板大。
联系电话是18915868330 , 主要经营常州市格美瑞钢格板有限公司专业生产钢格板厂生产厂家、镀锌钢格栅盖板生产厂家、不锈钢钢格板生产厂家、不锈钢钢格栅盖板生产厂家、镀锌钢格板生产厂家、钢格栅盖板、镀锌钢格栅盖板、不锈钢镀锌钢格栅盖板。 。
单位注册资金单位注册资金人民币 500 - 1000 万元。
{kind=link}