
- 450
- 产品价格:3980.00 元/吨 起
- 发货地址:天津静海 包装说明:不限
- 产品数量:9999.00 吨产品规格:不限
- 信息编号:163074874公司编号:9164711
- 张经理 业务经理 微信 182022805..
- 进入店铺 在线咨询 QQ咨询 在线询价
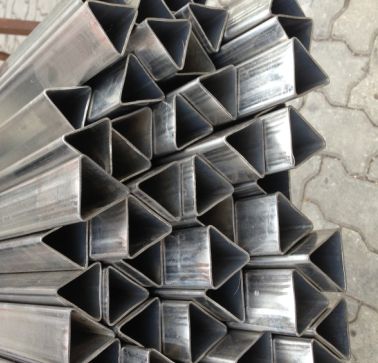
焦作三角管价格 不锈钢三角管 1根起批
- 相关产品:
瑞鑫管业有限公司是华北大型的面包管厂、面包管销售企业、本公司采用世界各地的技术不断创新、致力于面包管产业的发展,以:各种品种,各种型号、各种材质、大批量,高精度,发货快的宗旨于新老客户。材质分别为黒褪、镀锌带、热镀锌、焊管、直缝管、无缝管等。型号可定做。主要用于暖气片、散热片、楼梯扶手、护栏产品广泛用于汽车行业、矿山、桥梁护栏、幕墙装饰、、家具、农业机械、石化石油机械、工程机械、核电工业(广亚湾、岭澳、秦山核电站、连云港核电站)、高用量变压器(ABB公司)、卫星发射塔、造船、玻璃机械、塑料机械、纺织印染机械及其他各种机械等众多行业等。
关于异型钢管的质量控制是怎样的,下面分析一下:
一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型钢管种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2,纵向偏摆不大于0.4。
四、控制好异型钢管水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为预防大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。
不锈钢三角管,在不锈钢管行业中,是不锈钢异形管的一管。由于他的造型独特,在多个装饰工程领域中,得到很多人的认可。三角形管,一般用于装饰工程,机械连接,机械支撑等,空心三角管,制品三角管,装饰三角管,工业三角管,三角焊管,不锈钢加工:切割,焊接,激光,等离子加工;不锈钢制品制作加工等。
异型管钝化处理
这一全过程被举荐的表面不是含铜。一切铁,生铁,高碳钢,低碳钢或高合金钢的表面上的异型管颗粒物的存有都将推动其表面的“自得”铁和异型管的缝隙腐蚀。它是十分不容乐观的难题,因此钝化处理只用以解决异型管和不锈钢201。异型管钝化处理主要的用意便是防止异型管表面空气氧化和被浸蚀。
异型管焊接特别注意的关键点:
(一)选用平特点电焊焊接开关电源,直流电电焊焊接时选用反性。应用一般的CO2悍机就可以焊接,但送丝轮的工作压力请稍调松。
(二)为避免异型管电焊焊接孔之出現,电焊焊接位置若有锈迹、油渍等尽量清除整洁。
(三)为使氩气非常好地维护电焊焊接溶池,和有利于焊接实际操作,钨轴线与电焊焊接处产品工件一般应维持80-85°角,添充焊条与异型管表层交角应尽量地小,一般为0°上下。
(四)异型管MIG焊接非常容易遭受风的影响,有时候轻风而造成孔,因此风力在0.5m/sec之上的地区,都理应采用抗风对策。
(五)干伸长短,一般的电焊焊接电为250A下列时约5毫米,250A之上时约20-25比较适合。
(六)电孤长短,不锈钢板异型管的MIG焊接,一般都会喷涌衔接的标准出来焊接,工作电压要调节到弦长在4-6毫米的水平。
(七)钨从汽体喷头突显的长短,以4-5毫米为宜,在角焊等遮掩能力差的地区是2-3毫米,在打槽深的地区是5-6毫米,喷头至工作中的间距一般不超过5毫米。
(八)连接内搭时,为避免******层焊缝的被氧化,也必须执行汽体维护。
(九)直流电时选用正性一般合适于6毫米下列的异型管电焊焊接,具备焊接成形美观大方,电焊焊接形变量小的特性维护汽体为氩气,纯净度为99.99%。当电焊焊接电为50-50A时,氩气总为8-0L/min,当电为50-250A时,氩气总为2-5L/min。
联系手机是18202280598, 主要经营天津市瑞鑫管业有限公司是一家专业致力于P型管、凹槽管、扇形管、异型管生产厂家,其凹槽管、P型管价格合理,欢迎来电咨询!。
单位注册资金单位注册资金人民币 100 - 250 万元。
{kind=link}