- 860
- 产品价格:88.00 元/个 起
- 发货地址:河北沧州盐山县 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:165894396公司编号:17251636
- 付园园 经理 微信 150767258..
- 进入店铺 在线咨询 QQ咨询 在线询价
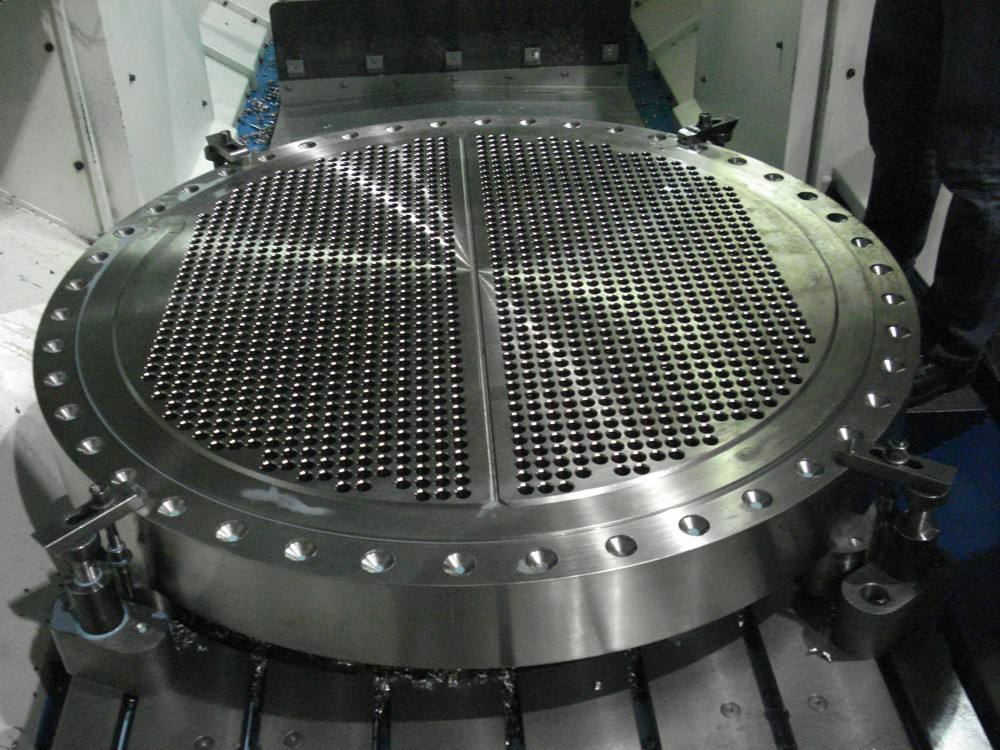
成都管板生产
- 相关产品:
当前。管子与管板接头的连接技术是压力容器制造的难题之一,尤其是高温高压容器的制造,管子与管板的连接要求更严格。
管板加工中检查和控制孔直径及允许偏差的办法:
1、管板孔直径及允许偏差应按GB15l的规定执行。
2、钻孔后应抽查不小于60°管板中心角区域内的管孔,在这一区域内允许有4%的管孔上偏差比GBl5l表16~表2l中的数值大0.15mm。
管板加工中表面粗糙度的要求:
1、当换热管与管板焊接连接时,管孔表面粗糙度Ra值不大于25μm。
2、当换热管与管板胀接连接时,管孔表面粗糙度Ra值不大于12.5μm。
管板焊接加工中腐蚀问题:解决管板与列管焊缝腐蚀的有效办法是使管板表面与水隔离,也即在金属表面涂刷一层保护层。应用举例:对新制作的换热器,直接在厂房里对管板表面喷沙处理,达到一级标准,环境温度选择15~35℃,相对湿度不大于85%,用鬃刷将配好的TS406直接涂在管板表面,待**道干后再刷*二道,以表面光洁平整无气孔为合格。
管板焊接加工变形的形式:拱形变形;波浪变形。
管板焊接加工变形的原因:
1、组装与施焊的顺序不当;
2、焊接方向不正确;
3、焊接参数不合理,引起局部过热;
管板用于三、四类压力容器的管板需要比较高的精度,传统的孔加工方法是钳工划线,摇臂钻打孔。
当换热管与管板焊接连接时,管孔表面粗糙度Ra值不大于25μm。
联系电话是0317-6352033, 主要经营【1分钟前更新】沧州吉轩管道制造有限公司是河北一家专业生产三通、镀锌弯管、弯头、压力容器法兰、锻造法兰、冲压弯头等产品的厂家,生产设备精良,工艺先进,产品规格齐全,售后服务健全。。
单位注册资金未知。
{kind=link}