


- 2024-05-10 15:18 961
- 产品价格:88.00 元/个 起
- 发货地址:河北沧州盐山县 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:166431825公司编号:14547387
- 窦彪 经理 微信 15833271063
- 进入店铺 在线留言 QQ咨询 在线询价
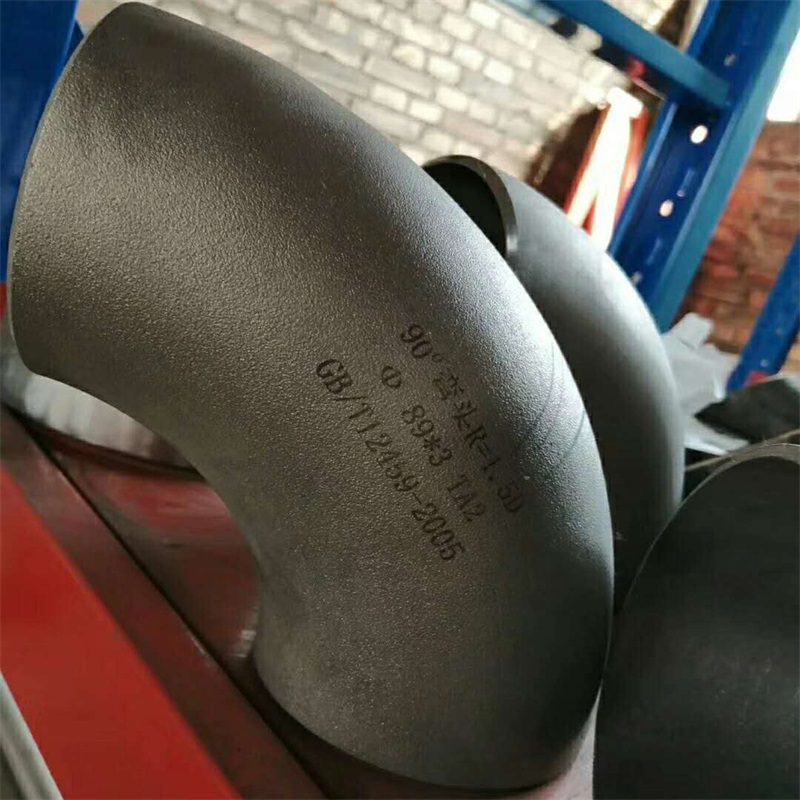
山西碳钢弯头 长沙90度碳钢无缝弯头 成都45度无缝弯头
- 相关产品:
产品名称:无缝弯头材质:20#包装:木箱,托盘工艺:热推,冲压品牌:杰越
我公司是国内生产平焊法兰等法兰管件的制造企业,本厂经济和技术实力雄厚,拥有一批和技术人员,生产设备齐全,检测手段完善,我厂以生产焊接弯头,对焊法兰,碳钢弯头,平焊法兰,保温弯头,弯头,冷拔三通各种规格产品为主。产品深受国内外广大客户的**。热煨弯管一般1。5D为弯头,再向大就是弯管了。煨制大弯又分为冷煨和热煨两种,具有伸缩弹性较好、耐高压、阻力小等长处,因而被广泛使用。热煨大弯是较为原始的制作方法,是在管子灌砂后,再将管子加热来煨制大弯的方法。如108X6。其弯曲半径是从1。5D向上来说的。 热煨弯管一般采用中频弯管冲压一般没有切屑碎料天生,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的本钱较低。热煨弯管冲压时因为模具保证了冲压件的尺寸与外形精度,且一般不破坏冲压件的表面质中频弯管量,而模具的寿命一般较长,所以冲压的质量不乱,互换性好,具有的特征。热煨弯管冲压加工的出产效率高,且操纵利便,易于实现机械化与自动化。这是由于冲压是依赖冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
热煨弯管冲压可加工出尺寸范围较大,外形较复杂的零件,如小到钟表的秒表,大到汽车纵梁,笼盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。在管道工程中,按制作的方法不同,应分为:煨制大弯、冲压大弯和焊接大弯。冷煨大弯指在常温下依赖机具对管子进行煨弯,长处是不需要加热设备,管内也不充砂,操纵简便。该方法灵活性较大,但效率不高,能源铺张较大,本钱高。该方法工序主要有:灌砂、加热、弯制、清砂。弯管的表示方法为外径X厚度。假如冷煨制作管壁可能泛起褶皱、椭圆等现象。口径稍大些就应该用热煨弯管了。冷煨大弯口径一般是∮18-∮219。 钢管下料后通过弯管推制机在钢管待弯部门套上感应圈,用机械转臂卡住管头,在感应圈中通入中频电流加热钢管,当钢管温度升高到塑性状态时,在钢管后端用机械推力推进,进行弯制,弯制出的钢管部门迅速用冷却剂冷却,这样边加热、边推进、边弯制、边冷却,不断将弯管弯制出来。到目前为止碳素钢煨弯已较少使用该方法,但在一些有色金属管和塑料管的煨弯中有显著上风。

热煨弯管的成型工艺优点:
一、不需要管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的热煨弯管。这种热煨弯管的原料比较,不需要加入管坯原料,在加工时容易控制。
二、加工热煨弯管的坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便,在加工时容易控制原料,操作比较简单,没有繁杂的工序,并且焊接和组装比较方便。热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
三、由于上述二条原因,热煨弯管可以缩短制造周期,生产成本降低。因不需要任何设备,尤其适合于现场加工热煨弯管。

弯管厂家于U形弯管的弯曲,采用液压驱动,弯管进芯等动作均自动完成。河北弯管悬臂和弯管动作同步,在运行过程中可调速,有效的阻止管件在弯制过程中下垂。集成模具技术可以涵盖10D以上加工能力范围内所有规格管件及弯曲半径,有效控制管件的反弹,确保管件的一致性。U型弯管此外,在出产中也常操作简单装配进行手工,它也属于绕弯方。采用中频电感应加热,将工件在局部加热的条件下进行弯曲。无缝中频弯管与一般冷态弯管机相比,不仅不需要成套的模具,无缝中频弯管而且机床体积也只占同样规格的冷态弯管机的1/3~1/2。中频热弯管工艺是现有各种弯管工艺中为经济有效的一种。

河北高压弯管制造工艺管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种高压管件。河北高压弯管穿孔后,高压弯管管坯就先后被三辊斜轧,连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成高压管件。不锈钢冲压弯管使用注意事项 焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
本公司开发研制的各种弯头、法兰等管件系列产品**全国各地,广泛出口、中东及东南亚国家和地区。为燃气、热力、核电、电力、石油、化工、、**、**、消防、冶金、造船、城建、水暖及环境保护等行业提供了的服务。先后被选为**、协作企业...










{kind=link}