


- 3710
- 产品价格:9.80 元/件 起
- 发货地址:浙江杭州萧山区 包装说明:不限
- 产品数量:9999.00 件产品规格:不限
- 信息编号:168896387公司编号:15457449
- 陶先生 微信 13967168594
- 进入店铺 在线留言 QQ咨询 在线询价
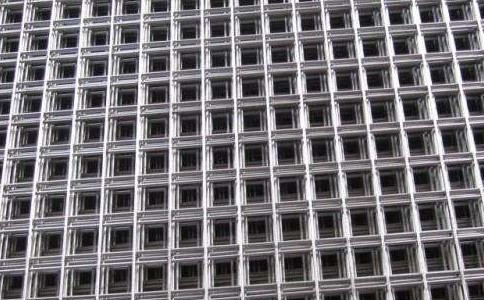
保定钢筋网片型号
- 相关产品:
受力钢筋网片的构造基本规定
构件中纵向钢筋的蕞小配筋率不应小于0.20%.钢筋钢网在混凝土构件中,混凝土构件的保护层厚度应符合现行国家标准<混凝土结构。
网格点的剪切强度的钢筋应按照以下规定:F > 150的单元系数150 N /平方毫米类型:F--测量剪切力(N)---抗拉钢筋面积(平方毫米),迫使钢筋的搭接网格在力的方向应设置越少的力量。在圈内的两个网的外条的大腿长度不应该是小的。
这两个网格不应小于上述表中规定的蕞小锚固长度的1.3倍,且不应小于200mm.用于钢筋焊接的钢筋网。当网片没有横向钢筋,在大腿区域没有额外的锚固结构时,不允许使用搭接。由于混凝土质量差或保护层厚度不足,混凝土保护层被二氧化碳碳化到钢表面,降低了钢筋周围混凝土的碱度。钢筋网格长度范围内不应少于2条横向钢筋,近1横条与计算截面之间的距离不应小于50mm.纵向拉伸钢焊接网的锚固长度不应小于下表的规定值,不应小于200mm。
混凝土强度等级C20C30 > C40蕞小锚固长度35d30d25d7.钢筋网在无支承方向上的钢筋分布,在搭接范围内,两个网片之间的重叠长度不应小于1格,不应小于100mm.在钢筋砌体结构中应采用直径小于4mm的冷拉低碳钢丝。焊接钢网钢条之间的距离不应小于30mm,其他结构要求为120mm.钢筋砌体结构应符合现行国家标准《砌体结构设计规范》的有关规定。保证项目质量:焊接钢网由工厂严格质量控制下的自动化智能生产线生产。
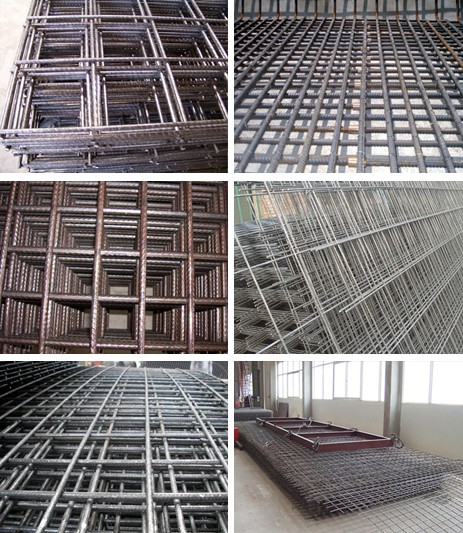
1 焊接钢筋网片的生产能力
冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积促进作用。
2 焊接钢筋网片的技术规定
技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。焊接网按形状、规格分为定型和定制两种。定型焊接网在两个方向上的钢筋间距和直径可以不同,但在同一个方向上的钢筋应具有相同的直径、间距和长度,已在有关标准、规程中作了规定。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。
焊接网钢筋直径为4-14mm,其中可采用0.5mm进级直径。考虑运输条件,焊接网长度不宜**过12m,宽度不宜**过3.4m。焊接网制作方向的钢筋(或称纵筋)间距宜为100、150、200mm,另一方向的钢筋间距一般为100、150、200、300mm,有时可达400mm。当焊接网纵横向钢筋均为单根钢筋时,较细钢筋的公称直径应不小于较粗钢筋公称直径的0.6倍,即dmin≥0.6damx。焊接网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm2)的乘积。

焊接钢筋网片在隧道衬砌的应用
根据国标《公路隧道设计规范》JTGD70-2004规定。
在喷射混凝土内应设带肋焊接钢筋网片,有利于提高喷射混凝土的抗剪和抗弯强度,提高混凝土的抗冲切能力,抗弯曲能力,提高喷混凝土的整体性,减少喷混凝土的收缩裂纹,防止局部掉块。焊接钢筋网片网格应按矩形布置,焊接钢筋网片的钢筋间距为150~300mm。

1 焊接钢筋网片的生产能力
冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积促进作用。
2 焊接钢筋网片的技术规定
构件中纵向钢筋的蕞小配筋率不应小于0.20%.钢筋钢网在混凝土构件中,混凝土构件的保护层厚度应符合现行国家标准<混凝土结构。
网格点的剪切强度的钢筋应按照以下规定:F > 150的单元系数150 N /平方毫米类型:F--测量剪切力(N)---抗拉钢筋面积(平方毫米),迫使钢筋的搭接网格在力的方向应设置越少的力量。在圈内的两个网的外条的大腿长度不应该是小的。
这两个网格不应小于上述表中规定的蕞小锚固长度的1.3倍,且不应小于200mm.用于钢筋焊接的钢筋网。当网片没有横向钢筋,在大腿区域没有额外的锚固结构时,不允许使用搭接。由于混凝土质量差或保护层厚度不足,混凝土保护层被二氧化碳碳化到钢表面,降低了钢筋周围混凝土的碱度。钢筋网格长度范围内不应少于2条横向钢筋,近1横条与计算截面之间的距离不应小于50mm.纵向拉伸钢焊接网的锚固长度不应小于下表的规定值,不应小于200mm。
混凝土强度等级C20C30 > C40蕞小锚固长度35d30d25d7.钢筋网在无支承方向上的钢筋分布,在搭接范围内,两个网片之间的重叠长度不应小于1格,不应小于100mm.在钢筋砌体结构中应采用直径小于4mm的冷拉低碳钢丝。焊接钢网钢条之间的距离不应小于30mm,其他结构要求为120mm.钢筋砌体结构应符合现行国家标准《砌体结构设计规范》的有关规定。保证项目质量:焊接钢网由工厂严格质量控制下的自动化智能生产线生产。

1 焊接钢筋网片的生产能力
冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积促进作用。
2 焊接钢筋网片的技术规定
技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。焊接网按形状、规格分为定型和定制两种。定型焊接网在两个方向上的钢筋间距和直径可以不同,但在同一个方向上的钢筋应具有相同的直径、间距和长度,已在有关标准、规程中作了规定。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。
焊接网钢筋直径为4-14mm,其中可采用0.5mm进级直径。考虑运输条件,焊接网长度不宜**过12m,宽度不宜**过3.4m。焊接网制作方向的钢筋(或称纵筋)间距宜为100、150、200mm,另一方向的钢筋间距一般为100、150、200、300mm,有时可达400mm。当焊接网纵横向钢筋均为单根钢筋时,较细钢筋的公称直径应不小于较粗钢筋公称直径的0.6倍,即dmin≥0.6damx。焊接网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm2)的乘积。

焊接钢筋网片在隧道衬砌的应用
根据国标《公路隧道设计规范》JTGD70-2004规定。
在喷射混凝土内应设带肋焊接钢筋网片,有利于提高喷射混凝土的抗剪和抗弯强度,提高混凝土的抗冲切能力,抗弯曲能力,提高喷混凝土的整体性,减少喷混凝土的收缩裂纹,防止局部掉块。焊接钢筋网片网格应按矩形布置,焊接钢筋网片的钢筋间距为150~300mm。

1 焊接钢筋网片的生产能力
冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积促进作用。
2 焊接钢筋网片的技术规定


{kind=link}