
- 2025-04-15 21:29 881
- 产品价格:60.00 元/个 起
- 发货地址:内蒙古赤峰松山区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:172597256公司编号:14171030
- 朱志国 经理 微信 18604763343
- 进入店铺 在线留言 QQ咨询 在线询价
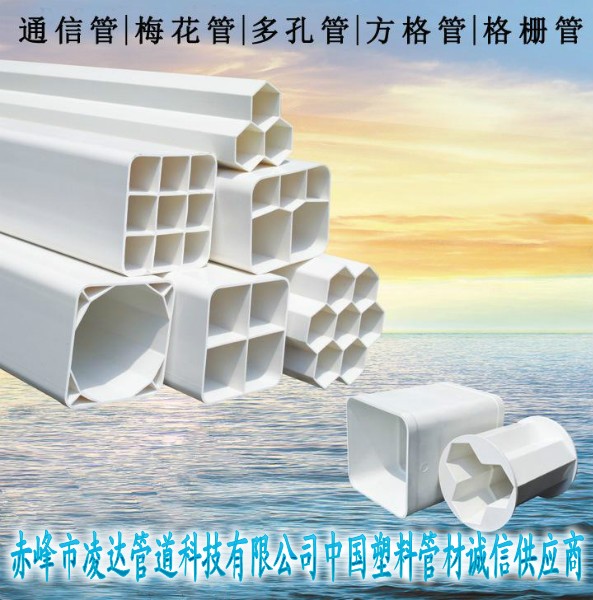
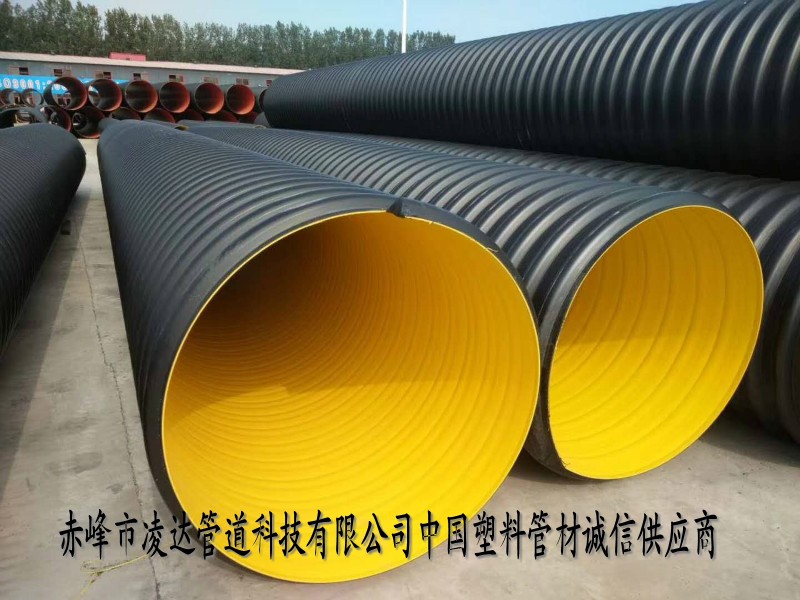
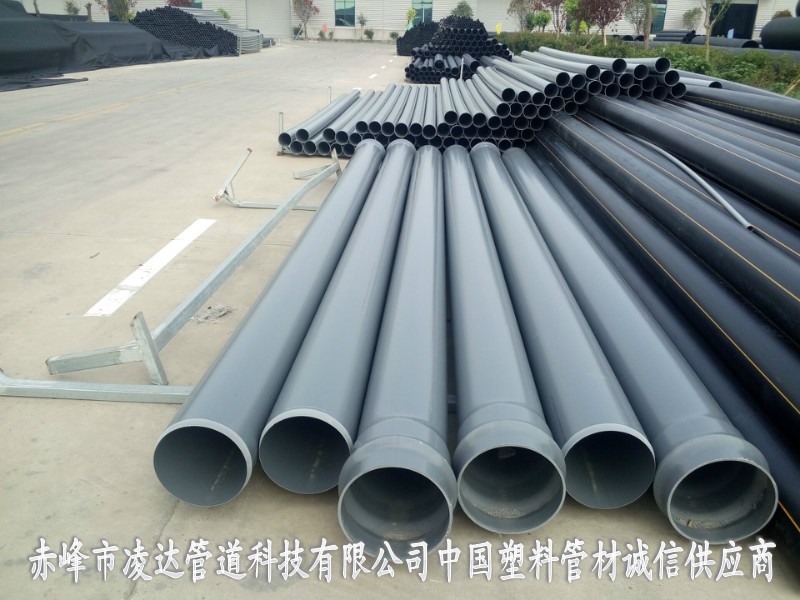
松山区低压灌溉管批发 打井管
- 相关产品:
PE燃气管材原材料是以50年使用寿命的要求为前提的,对材料性能的要求要注意以下几点:
1、明确的分级命名
2、PE燃气管道用的原料要达到:GB15558规定的聚乙烯混配料的性能(见表2)
3、良好的加工性能
PE燃气管的原材料要易于加工,其优良性能要易于转入到管材上。管材生产厂根据Pc.Fs≥1.5或Pc.s4≥MOP/2.4-0.072和MOP=2×MRS/C×(SDR-1)来确定该牌号原材料所生产的管材是否满足客户订货要求的规格和工作压力(MOP-工作压力)
4、要有良好的熔焊性能
PE燃气管的基本连接方式是熔焊,因此,要求挤出成型的管材有良好的熔焊性能。
PE原材料性能差异的基本因素是分子结构的差异,只有先进的聚合装置和工艺才可能生产出具有优良性能的PE管材料。
一般说来,己烯共聚的双峰HDPE及MDPE材料的性能优良,耐环境应力开裂、加工和制品性能均十分良好是国内外管材料的主攻方向。
PE管非开挖铺管技术的应用领域很宽,主要用于各种地下管道的铺设、更换和修复。随着非开挖技术的不断成熟,施工技术和设备的不断完善,其应用领域也不断拓宽。当我们进行水压试验后,我们该如何来进行消毒冲洗呢?下面我们具体来看一下吧:
1、PE管道水压试验后,竣工验收前应冲洗消毒。
2、冲洗时应避开用水高峰,以流速不小于1.0m/s的冲洗水连续冲洗,直至出水口处浊度、色度与入水口处冲洗水浊度、色度相同为止。
3、冲洗时应保证PE管路畅通安全。
4、管道应采用含量不低于20mg/L氯离子浓度的清洁水浸泡24h,再次冲洗,直至水质管理部门取样化验合格为止。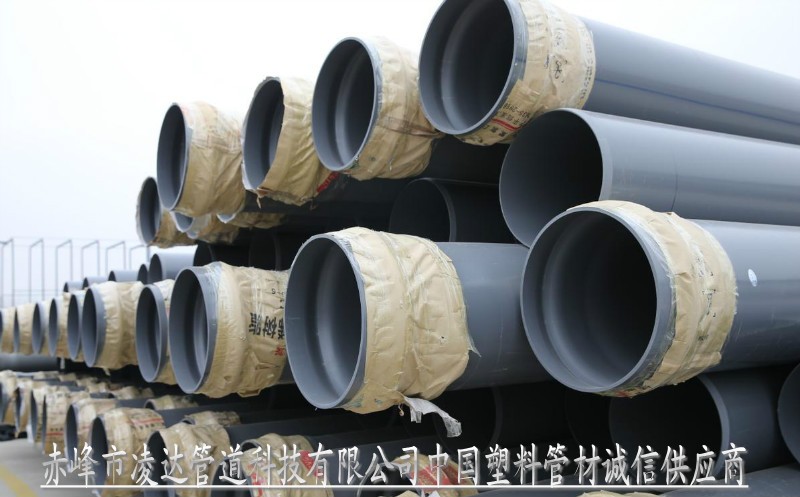
PE管有的时候在不进行使用的时候可能会落上很多的灰尘,甚至在管道当中还会有一些碎屑等杂物影响使用,所以我们在使用之前需要先对管道进行清理,那么接下来我们就来看看是用什么方法清理管道吧。
1.首先在进行清理的时候应该使用压缩空气对管道进行清理,在进行清理的时候温度等都应该保持在40摄氏度以下,避免因为温度过高对管道产生造成损坏。
2.我们在进行清理的时候应该确保管道已经没有和其他的管道等相互接通,也就是说应该避免在进行使用的时候出现其他的一些突况。
3.很多的一些调压设备还有阀门等一般是不需要进行清理的,一般在等待到PE管道清理干净之后安装上去就可以了。
4.还有就是在进行吹扫的时候应该在开阔的地段进行,并且对管道进行加固处理避免出现滚动的情况。
5.还有就是在进行吹扫的时候应该将压力控制在0.3MPa以内进行使用。还有就是在进行吹扫的时候应该确保速度是大于20m/s但是小于40m/s的。
6.在每次给管道进行清理的时候都需要根据管道的实际长度来确定进行清理的介质还有压力等,但是管道在进行清理的时候也是不应该**过500米。
E管在进行焊接的时候是需要使用到专门的焊接设备的,但是不同的焊接设备焊接的效果也都是不一样的,所以我们在进行使用的时候也都是需要按照正确的方法来进行焊接的,下面我们就来看一下管道对于焊接设备的要求吧。
①设备需要可以满足管道在焊接时所需要的焊接技术性能要求。
②**选择有焊接设备的厂家生产出来的产品,一般在选择的时候还需要对焊接设备的技术指标综合起来进行对比,比如焊机输入的功率、暂载率、主机内部主要组成、外观等都是需要考虑的方面。
③不同的设备其效率、成本、维护保养、维修费用等都是不一样的,PE管焊接设备的选择一定要考虑这些的方面。
④从减轻焊工的劳动强度、提高生产效率这些方面考虑的话,是需要尽可能的选择使用综合性能指标更好一些的设备。
⑤设备在购买了平时进行使用的时候是需要做好维护保养工作的,因为这对于顺利的进行焊接作业、还有提高设备的运转率和确保焊接质量都是很重要的,而且这些方面也都是可以确保操作人员的没有危险。所以焊工在进行操作设备的时候一定要做到正确使用。



{kind=link}