
- 1120
- 产品价格:188.00 元/个 起
- 发货地址:山东济南历城区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:188596494公司编号:15461625
- 谷绍平 业务 微信 150640715..
- 进入店铺 在线咨询 QQ咨询 在线询价
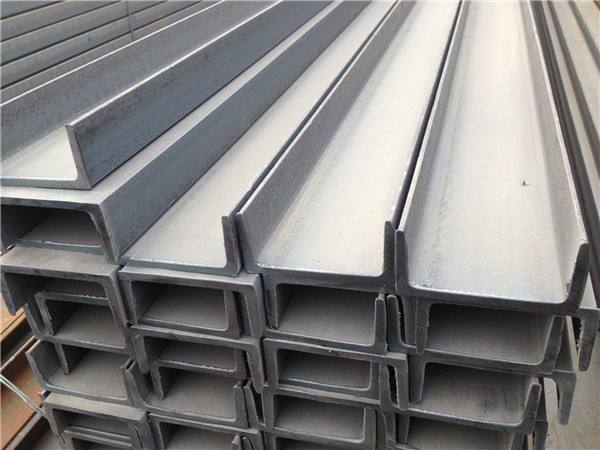
齐河镀锌槽钢厂家 济南钢管厂
- 相关产品:
公司采用现代化的管理理念,坚持以质量求生存,以诚信求发展,逐步登上全球化的竞争平台。
槽钢的表面镀锌主要采用的方法是热镀锌。热镀锌是由较古老的热镀方法发展而来,自从1836年法国把热镀锌应用于工业以来,已经有170年的历史了。然而近30年来,伴随冷轧带钢的飞速发展,热镀锌工业得到了
大规模发展。
镀锌槽钢坚实性
所谓坚实性就是镀锌层与钢铁密合性,主要要求镀锌构件在整理、运搬、保管及使用中具有不得剥离的性质,一般检验法有锤打法、挤曲法、卷附法等。
锤打法是以锤打击试片,检查镀层皮膜表面的状态。把试片固定,免得因锤支持台等高且水平,锤以支持台为中心,使柄重垂直位置自然落下,以4间隔平行打击5点,观察皮膜是否剥离以为判断。但是,距离角或端10以内,不得作此试验,同一处不可打击2次以上等。此法普遍,适用于锌、铝等皮膜坚实测试。其它如挤曲法、卷附法一般很少用,故暂且不提。
一般人常有一种错误观念,往往为了方便量测坚实性,拿两个镀锌钢材,以边角互相敲击,观察边角剥落情形以为判断。若边角处刚好有几处较厚的锌粒。在作业中没处理好,则一用力敲击,厚的锌粒一定会剥落。故此法不能用来判定正常镀锌皮膜与铁基的密合性。
附着量、均一性及坚实性,即为一般规格定义热浸镀锌质量检验的项目。亦是一般正式检验报告的标准
镀锌槽钢量测附着量的方法有很多种,如破坏性的切片金相观测法、酸洗法,非破坏性的膜厚计法、电化学法、进出货重量差估计法等。一般常用的为膜厚计法及酸洗法。
膜厚仪(镀层测厚仪)为一利用磁场感应来量测锌层厚度普遍省事的方法,其基本条件为钢铁表面必须平滑、完整,才可得较准确数字。故在钢材边角处或粗糙、有角度钢件或铸件等,均不太可能会的一准确的数字。普通铁件用原铁材当归零基材,尚可得相当准确的数字,铸件就不准确了。
热镀锌槽钢工艺流程:原料检验→酸洗→清洗→助锌→烘干→镀锌→冷却→钝化→清洗→成品检验→检验打包等。按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类。
公司坚持“服务客户,造福员工,协同发展,奉献社会”的经营理念,不断丰富“科技为先,品质为本,诚信未来”的企业文化内涵。
联系手机是15064071500, 主要经营济南冠宏钢管公司主营镀锌管。公司以“科技为源、客户为本、合作为先、双赢为主”为理念,以真诚的心对待每一位客户。竭诚欢迎广大客户来电来函洽谈业务。。
单位注册资金未知。
{kind=link}