

- 2025-01-28 00:14 561
- 产品价格:3750.00 元/吨 起
- 发货地址:天津北辰 包装说明:不限
- 产品数量:9999.00 吨产品规格:不限
- 信息编号:192810249公司编号:14236141
- 刘小兵 经理 微信 13672008280
- 进入店铺 在线留言 QQ咨询 在线询价
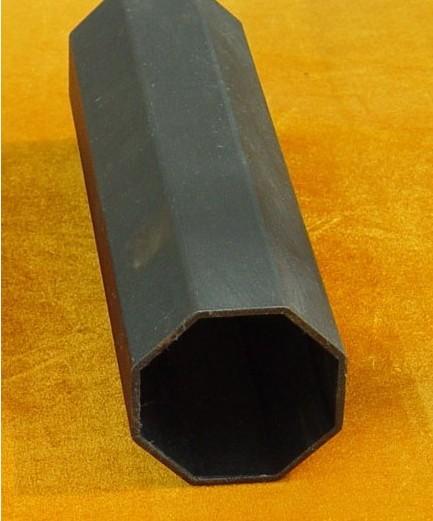
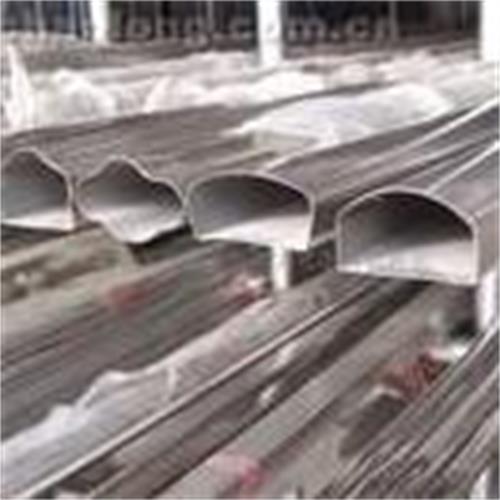
异形月牙管厂 一支起售
- 相关产品:
钢管概况 钢管 生产技术的发展镀锌钢管开始于制造业的兴起。19 世纪初期的开发,两次世界大战期间舰船,锅炉,飞机的制造,*二次世界大战后火的制造,化学工业的发展以及石 油天然气的钻采和运输等,都有力地推动着钢管工业在品种,产量和质量上的发展。 钢管不仅用于输送流体和粉状固体,交换热能,制造机械零件和,它还是一种经济。用钢管制造建筑结构网架,和机械支架,可以减 轻重量,节省金属20~40%,而且可实现工厂化机械化施工。用钢管制造公路桥梁不但可节省钢材,简化施工,而且可减少涂保护层的面积,节约和维护费用。
大口径直缝焊管主要生产流程说明:
1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形
5. 预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7. 外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8. 超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;
9. X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10. 扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11. 水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12. 倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13. 超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14. X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15. 管端磁粉检验:进行此项检查以发现管端缺陷;
16. 防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
我们的优势:
1、产品齐全:可以按照客户的要求对高频焊管进行包装,截管缩径等加工,以满足客户的各种需要
2、交货便捷:充足的备货,物流快捷,缩短了交货期
3、质量稳定:生产流水线全过程质量,质量检测
4、价格合理:内部成本控制,减少开支,让利于客户
主要广泛用于石油、化工、、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。
异形钢管,矩管,方管尖角的概念:异形钢管,矩管,方管传统的焊接不锈钢方矩形管,通常用一架土耳其头辊配几道方矩形轧辊来生产。生产主要靠平辊轧制整型,由于平辊是两辊式结构形式,存在方矩形管四个角的辊缝不等和角部受力状态不一致的问题,造成方矩形管四个角不尖不等,R=1.2t,矩形管尺为外圆角半径,f为壁厚。虽然符合有关企业标准,但不能满足用户对产品的高质量的要求。新型设计采用了土耳其头四辊轧制整型,由于土耳其头上装的四辊结构相同,四个角的辊缝相等,角部受力状态一致,当轧制力足够大时,角部产生塑性变形使金属填充角部,管的外表面形成了平面与弧面之间的交线——即尖角,
尖角异形钢管,矩管,方管变形机理在土耳其头四辊中心线处管坯横截面,矩形管的尖角形成机理与普通方矩形管靠弯曲成角是不同的,它靠的是轧辊的轧制力,通过弧形拱产生挤压力F,如图2所示,使钢带角部产生塑性变形从而使异形钢管,矩管,方管填充角部而成。弧形拱对角填充的压力土耳其头四辊在一定的弧面作用于钢带的同一横截面,满足式(1)的条件,即可通过轧辊压力使角部金属产生塑性变形,形成尖角。
我公司郑重向您承诺:饱满的团队,完善的服务来谢新老客户。欢迎来电洽谈!(联系电话在网站页面右测)











{kind=link}