


- 2025-02-16 17:48 890
- 产品价格:面议
- 发货地址:天津静海 包装说明:不限
- 产品数量:9999.00 吨产品规格:不限
- 信息编号:217549167公司编号:21655337
- 张忠华 经理 微信 15822539838
- 进入店铺 在线留言 QQ咨询 在线询价
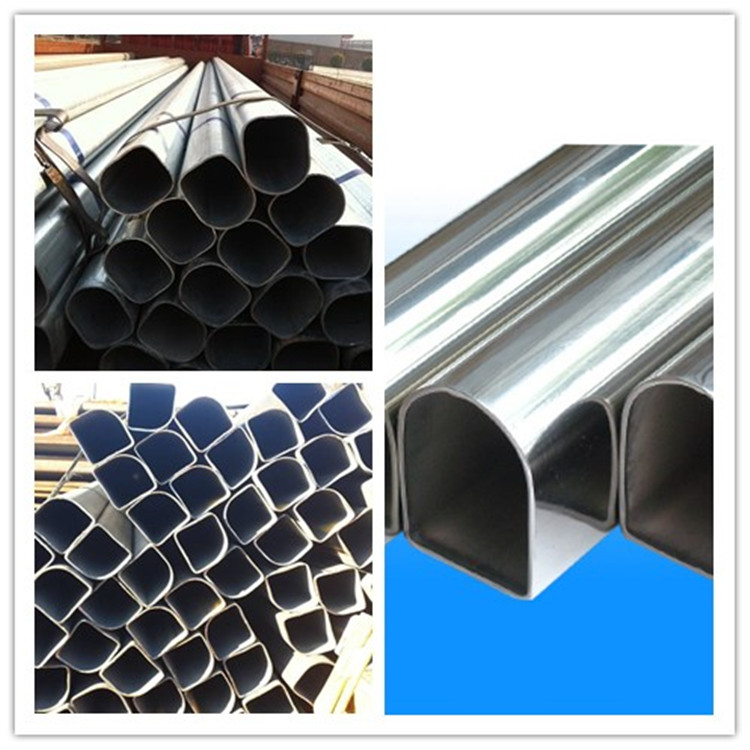
90乘90八角管 八棱管 型号齐全
- 相关产品:
百丰钢管厂主营等边扇形管 不等边扇形管 椭圆管,平椭圆管,尖椭圆管,六角形管,八角形管,凸字形管,双凸形管,凹槽管,单面凹槽管,双面凹槽管,瓜子形管,菱形管,D型管,8字形管,扶手管,锥形管,H型管,蘑菇管,元宝管,T型管等所有金属类异型管。
一种八角钢管冷拔模具改进及其冷拔工艺
属于金属拉拔成型模具及其拉拔成型工艺领域,尤其涉及一种八角钢管冷拔模具改进及其冷拔工艺。
所示,传统高碳铬轴承钢八角钢管冷拔工艺中所采用的冷拔模具包括为一个圆柱形内模02以及一个锥形外模01,圆柱形内模02外壁与锥形外模01内壁之间形成变形区段用于对钢管进行减壁、减径的加工,在钢管冷拔过程中,圆柱形内模需要通过一个拉伸杆来固定工作位置,使其保持在变形区段中。采用现有圆柱形内模对高碳铬轴承钢八角钢管进行拉拔加工的缺点在于:由于高碳铬轴承钢钢管在冷拔变形过程变形抗力大,使用普通圆柱形内模拉拔时,拔制延伸率稍大于μ∑1.30就会产生断裂现象,实践钢管拔断率较高,这就意味着要获得长度的钢管必须要增加拔制道次,使得生产周期加长;而且拉拔过程钢管容易断裂,操作工人配内模定位困难、耗费时间长,从而导致生产效力低、成本高,企业的生产发展受到严重影响。
本发明所要解决的问题就是提供一种八角钢管冷拔模具改进及其冷拔工艺,冷拔模具整体结构强度提高,简化冷拔工艺,以达到减少钢管拉拔道次,缩短生产周期、提高生产效力、节能减排降低生产成本、减轻操作工人劳动强度的目的。
为解决上述技术问题,本发明首先提出了一种八角钢管冷拔模具改进,包括冷拔内模与冷拔外模,冷拔外模上开有拉拔模孔,其特征在于:所述冷拔内模沿钢管拉拔方向依次分为导向段、圆锥减壁段及圆柱均壁段。
导向段起到稳定拔制和保护冷拔内模正常工作的作用;圆锥减壁段实现钢管的减径减壁;圆柱均壁段实现钢管的均壁精整;冷拔内模通过与钢管的摩擦力及钢管变形时的反作用力达到一个平衡状态,使用该冷拔内模拉拔的钢管长度大幅增加。
八角钢管为什么会带磁性
通常用作装饰管板的不锈钢多数是奥氏体型的304材质,一般来讲是无磁或弱磁的,但因冶炼造成化学成分波动或加工状态不同也可能出现磁性,但这不能认为是冒牌或不合格,这是什么原因呢?
上面提到奥氏体是无磁或弱磁性,而马氏体或铁素体是带磁性的,由于冶炼时成分偏析或热处理不当,会造成奥氏体304不锈钢中少量马氏体或铁素体组织。这样,304八角钢管中就会带有微弱的磁性。
另外,304不锈钢经过冷加工,组织结构也会向马氏体转化,冷加工变形度越大,马氏体转化越多,钢的磁性也越大。如同一批号的钢带,生产Φ76管,无明显磁感;生产Φ9.5管,因泠弯变形较大磁感就明显一些;生产方矩形管因变形量比圆管大,特别是折角部分,变形更激烈磁性更明显。
要想完全消除上述原因造成的304钢的磁性,可通过高温固溶处理开恢复稳定奥氏体组织,从而消去磁性。
特别要提出的是,因上面原因造成的304不锈钢的磁性,与其他材质的不锈钢,如430、碳钢的磁性完全不是同一级别的,也就是说304钢的磁性始终显示的是弱磁性。
这就告诉我们,如果不锈钢带弱磁性或完全不带磁性,应判别为304或316材质;如果与碳钢的磁性一样,显示出强磁性,则应判别为不是304材质。
八角钢管的喷涂施工分析
八角钢管喷涂施工时的环境温度宜为10~40℃,风速应不大于5m/s(风),相对湿度应小于80%,雨天不得施工。当施工时环境温度低于10℃时,应采取牢靠的技术措施保证喷涂质量。
喷距作业面的距离应根据喷涂设备的压力进行调整,不宜超越1.5m;喷涂时喷移动的速度要均匀。在作业中,上一层喷涂的聚氨酯硬泡外表不粘手后,才干喷涂下一层。喷涂后的聚氨酯硬泡保温层应充沛熟化48h~72h后,再进行下道工序的施工。喷涂后的聚氨酯硬泡保温层外表平坦度允许误差不大于6mm。在用抹面胶浆等找平资料找平喷涂聚氨酯硬泡保温层时,应立即将裁好的玻纤网布(或钢丝网),用铁抹子压入抹面胶浆内,相邻网布(或钢丝网)搭接宽度不小于100mm;
网布(钢丝网)应铺贴平坦,不得有皱褶、空鼓和翘边。阳角处应做护角。喷涂施工作业时,门窗洞口及下风口宜做遮蔽,防止泡沫飞溅污染环境。喷涂后在进行下道工序施工之前,聚氨酯硬泡保温层应防止雨淋,遭受雨淋的应彻底晒干后方可进行下道工序施工。
解说聚氨酯保温防腐钢管喷涂的施工关键及注意事项墙面应整理干净、无油渍等,旧墙面松动、风化部分应剔凿清除干净,墙外表凸起物应铲平。对混凝土墙及水泥墙面应涂刷界面砂浆,用滚或扫帚将界面砂浆涂刷均匀。
保温浆料分二遍抹完,头遍抹1.5cm,压实,无空、鼓、裂、晾置1─2天,再抹第二遍保温浆料,******用大杠搓平,门窗口平坦度达到验收要求。严禁运用过期灰。保温浆料的可操作时刻为4小时。抗裂砂浆的可操作时刻为2小时。在做饰面层时,将分格色带不同色彩的涂料表现出来,此做法能保证大墙面抗裂砂浆不开裂
八角钢管转炉喷溅产生的原因
八角钢管转炉喷溅产生的原因有以下三个:
(一)当渣中TFe含量过低,熔渣粘稠,熔池被氧流吹开后熔渣不能及时返回覆盖液面,CO气体的排出带着金属液滴飞出炉口,形成金属喷溅。熔渣返干也会产生金属喷溅。可见,形成金属喷溅的一些原因与爆发性喷溅正好相反。
(二)熔池内碳氧反应不均衡发展,瞬时产生大量的CO气体,这是发生爆发性喷溅的根本原因。由于操作上的原因,熔池骤然受到冷却,抑制了正在激烈进行的碳氧反应;当熔池温度再度升高到一定程度,碳氧反应重新以更猛烈的速度进行,瞬间排出大量具有巨大能量的CO气体从炉口排出,同时还挟带着一定量的钢水和熔渣,形成了较大的喷溅。
(三)除了碳的氧化不均衡外,还有如炉容比、渣量、炉渣泡沫化程度等因素也会引起喷溅。在铁水Si、P含量较高时,渣中SiO2、P2O5含量也高,渣量较大再加上熔渣中TFe含量较高,其表面张力降低,阻碍着CO气体通畅排出,因而渣层膨胀增厚,严重时能够上涨到炉口。此时只要有一个不大的推力,熔渣就会从炉口喷出,熔渣所夹带的金属液也随之而出,形成喷溅。同时泡沫渣对熔池液面覆盖良好,对气体的排出有阻碍作用。严重的泡沫渣可能导致炉口溢渣。
公司所售产品广泛用于石油、化工、电力、煤炭、机械、锅炉、液压支柱、船舶、钢结构等行业。公司以良好的信誉、的产品、厚的实力、P形管低廉的价格享誉全国30多个省、市、自冶区、直辖市,产品深得用户依赖,赢得了各新老客户及社会各界人士的好评和赞誉,业务蒸蒸日上,并且不断拓展。致力为客户解决实际应用技术难题,“质量”是我们的原则,“互惠互利”是我们的目的,“开拓进取”是我们的追求!









{kind=link}