



- 360
- 产品价格:面议
- 发货地址:天津静海 包装说明:不限
- 产品数量:9999.00 吨产品规格:不限
- 信息编号:242499930公司编号:21655337
- 张忠华 经理 微信 15822539838
- 进入店铺 在线留言 QQ咨询 在线询价
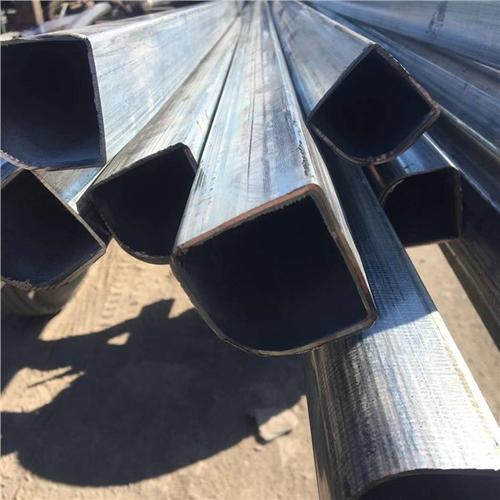
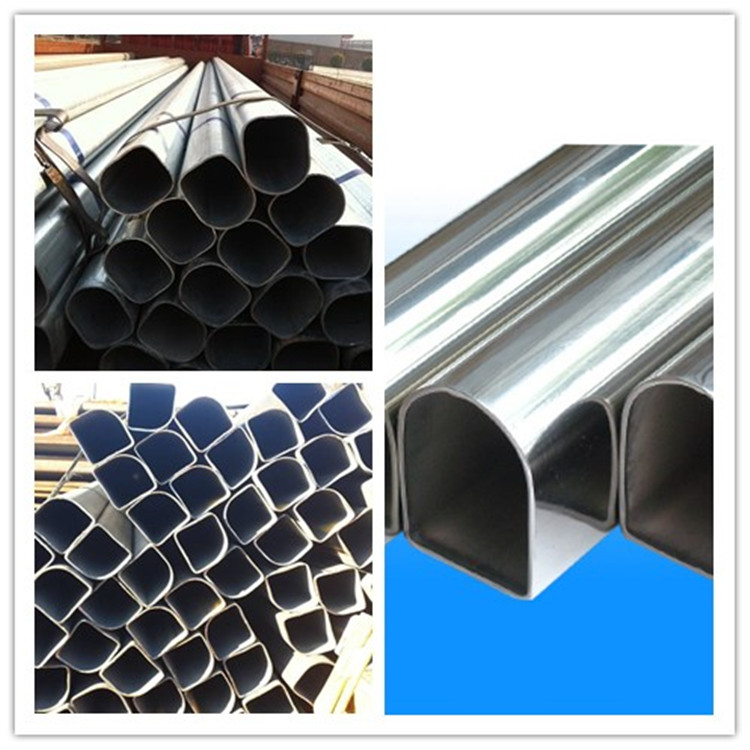
八角管 多边管 可定尺
- 相关产品:
八角管
天津百丰钢管有限公司生产-面包管,D形钢管,凹槽钢管,梅花钢管,扇形钢管,P形钢管,六角钢管,8字钢管,5角钢管,梯子钢管,八角钢管,桃形钢管等,可根据客户要求加工非标异型钢管,面包管,公司引进美国高频焊接设备,生产国标和非标镀锌管和焊管,方管∶方矩管等。碳钢材质包括Q195,Q235,Q345,无缝材#10,#20,#45,不锈钢材质包括201.304,316L,310S等,产品主要用于各行各业如,建筑,家具,型钢护栏,各种车业用管,高速公路护栏管,钢结构工程,电厂,农业机械,玻璃卡槽,等多种行业,以好的产品、合理的价格、精美的制作工艺,打造钢管的品质,保证以的质量,完善的
八角钢管的喷涂施工分析
八角钢管喷涂施工时的环境温度宜为10~40℃,风速应不大于5m/s(风),相对湿度应小于80%,雨天不得施工。当施工时环境温度低于10℃时,应采取牢靠的技术措施保证喷涂质量。
喷距作业面的距离应根据喷涂设备的压力进行调整,不宜超越1.5m;喷涂时喷移动的速度要均匀。在作业中,上一层喷涂的聚氨酯硬泡外表不粘手后,才干喷涂下一层。喷涂后的聚氨酯硬泡保温层应充沛熟化48h~72h后,再进行下道工序的施工。喷涂后的聚氨酯硬泡保温层外表平坦度允许误差不大于6mm。在用抹面胶浆等找平资料找平喷涂聚氨酯硬泡保温层时,应立即将裁好的玻纤网布(或钢丝网),用铁抹子压入抹面胶浆内,相邻网布(或钢丝网)搭接宽度不小于100mm;
网布(钢丝网)应铺贴平坦,不得有皱褶、空鼓和翘边。阳角处应做护角。喷涂施工作业时,门窗洞口及下风口宜做遮蔽,防止泡沫飞溅污染环境。喷涂后在进行下道工序施工之前,聚氨酯硬泡保温层应防止雨淋,遭受雨淋的应彻底晒干后方可进行下道工序施工。
解说聚氨酯保温防腐钢管喷涂的施工关键及注意事项墙面应整理干净、无油渍等,旧墙面松动、风化部分应剔凿清除干净,墙外表凸起物应铲平。对混凝土墙及水泥墙面应涂刷界面砂浆,用滚或扫帚将界面砂浆涂刷均匀。
保温浆料分二遍抹完,头遍抹1.5cm,压实,无空、鼓、裂、晾置1─2天,再抹第二遍保温浆料,******用大杠搓平,门窗口平坦度达到验收要求。严禁运用过期灰。保温浆料的可操作时刻为4小时。抗裂砂浆的可操作时刻为2小时。在做饰面层时,将分格色带不同色彩的涂料表现出来,此做法能保证大墙面抗裂砂浆不开裂
八角钢管的焊接注意事项
在生产这种产品的过程中有诸多的注意事项。比如在生产之前肯定是需要对原材料进行检查,这种产品多数是采用的带钢卷来进行生产制作的。因此较对钢卷的化学性能以及物理性能进行检查,只有在原材料质量合格的情况之下才能够生产出的钢管。另外还有一个要注意的就是生产钢管的时候需要使用到成型工艺,在进行成型制作之前要对材料的边角以及材料的平面进行检查,要保证材料平面平整,保证边角部位切割尺寸满足要求。下面来简要介绍生产过程的其他要注意的问题。 八角钢管在进行生产的过程当中,可能会用到焊接技术,那么就需要由有经验的焊接工人来进行生产施工。焊接之前要检查焊丝,焊剂等焊接用到的材料和设备是否到位。然后每一个焊接点都应该满足焊接的质量要求。比如焊接点要满足压力的要求、密闭性的要求、平整性的要求等等。第2个生产注意问题就是对焊缝进行检测。比如焊接完毕之后检测焊缝是否有缺陷,检测焊接缝是否在工艺方面存在瑕疵。如果检测发现问题就需要在相应的焊接缝处作好标志,以便于能够对生产的工艺进行调整或者是改善,从而使得产品的生产的良品率得以保证。生产完毕后需要对每一个生产的产品进行检测,比如静水压试验、密封试验、尺寸检测等等。只有检测合格的钢管才能下线入库。对检测不合格的钢管进行维修处理
一种八角钢管冷拔模具改进及其冷拔工艺
属于金属拉拔成型模具及其拉拔成型工艺领域,尤其涉及一种八角钢管冷拔模具改进及其冷拔工艺。
所示,传统高碳铬轴承钢八角钢管冷拔工艺中所采用的冷拔模具包括为一个圆柱形内模02以及一个锥形外模01,圆柱形内模02外壁与锥形外模01内壁之间形成变形区段用于对钢管进行减壁、减径的加工,在钢管冷拔过程中,圆柱形内模需要通过一个拉伸杆来固定工作位置,使其保持在变形区段中。采用现有圆柱形内模对高碳铬轴承钢八角钢管进行拉拔加工的缺点在于:由于高碳铬轴承钢钢管在冷拔变形过程变形抗力大,使用普通圆柱形内模拉拔时,拔制延伸率稍大于μ∑1.30就会产生断裂现象,实践钢管拔断率较高,这就意味着要获得长度的钢管必须要增加拔制道次,使得生产周期加长;而且拉拔过程钢管容易断裂,操作工人配内模定位困难、耗费时间长,从而导致生产效力低、成本高,企业的生产发展受到严重影响。
本发明所要解决的问题就是提供一种八角钢管冷拔模具改进及其冷拔工艺,冷拔模具整体结构强度提高,简化冷拔工艺,以达到减少钢管拉拔道次,缩短生产周期、提高生产效力、节能减排降低生产成本、减轻操作工人劳动强度的目的。
为解决上述技术问题,本发明首先提出了一种八角钢管冷拔模具改进,包括冷拔内模与冷拔外模,冷拔外模上开有拉拔模孔,其特征在于:所述冷拔内模沿钢管拉拔方向依次分为导向段、圆锥减壁段及圆柱均壁段。
导向段起到稳定拔制和保护冷拔内模正常工作的作用;圆锥减壁段实现钢管的减径减壁;圆柱均壁段实现钢管的均壁精整;冷拔内模通过与钢管的摩擦力及钢管变形时的反作用力达到一个平衡状态,使用该冷拔内模拉拔的钢管长度大幅增加。
关于八角钢的材质分析
冷拉和冷拔这两种都是有用在八角钢上进行冷加工处理的方法,只不过是不一样的加工方法而且也不是一个概念。在金属材料的两个端口进行施加拉力,然后让它产生拉伸变形的方式这个就是冷拉,而冷拔是指在材料的一端进行施加拔力,再让材料通过模具孔拨出,而模具孔的大小一半都。
冷拉和冷拔这两种都是有用在八角钢上进行冷加工处理的方法,只不过是不一样的加工方法而且也不是一个概念。在金属材料的两个端口进行施加拉力,然后让它产生拉伸变形的方式这个就是冷拉,而冷拔是指在材料的一端进行施加拔力,再让材料通过模具孔拨出,而模具孔的大小一半都是比材料的直径小的。用冷挤压技术通过精准的模具然后拉出很多表面光滑精度又高的八角钢,这个则是冷拉八角钢,它是被广泛应用在机械制作轻工五金等等机械行业当中的。
冷拉八角钢材质规格标准有:201,202,301,302,304,304L,304LN,304TI,304H,321,321H,316,316H,316L,316LN,316TI,316F,317,317L,317LN,310,310S,309,309H,309S,347,347H436,436L,904L,330,660,631,632,630,SUS836L,SUS890L。作为用途广泛的产品,优势显著,冷拔在使用的使用是可以按照要求精拉之后电镀,这就省了很多加工时间和费用。除了对八角钢进行加工处理,其他的异型钢经过了这样的工序之后它们的强度都是非常高的了,耐腐蚀性也变得很好,所以在生产的时候都经过了冷拔的处理工艺。
公司坚持“科学技术是**生产力” 的企业理念,秉持“匠人精神”的优良传统,不新设备,改良方法,为的是更好的满足广大客户的需求。我们公司有严格的质量控制体系,品质人员全线**产品的加工制作及改型,确保产品合格率,公司产品受到广大客户的,我们随时欢迎新老客户来厂参观,欢迎来电咨询。










{kind=link}