- 2980
- 产品价格:98.00 元/个 起
- 发货地址:江苏常州天宁区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:166505311公司编号:16703985
- 伍总 总经理 微信 18915863310
- 进入店铺 在线留言 QQ咨询 在线询价
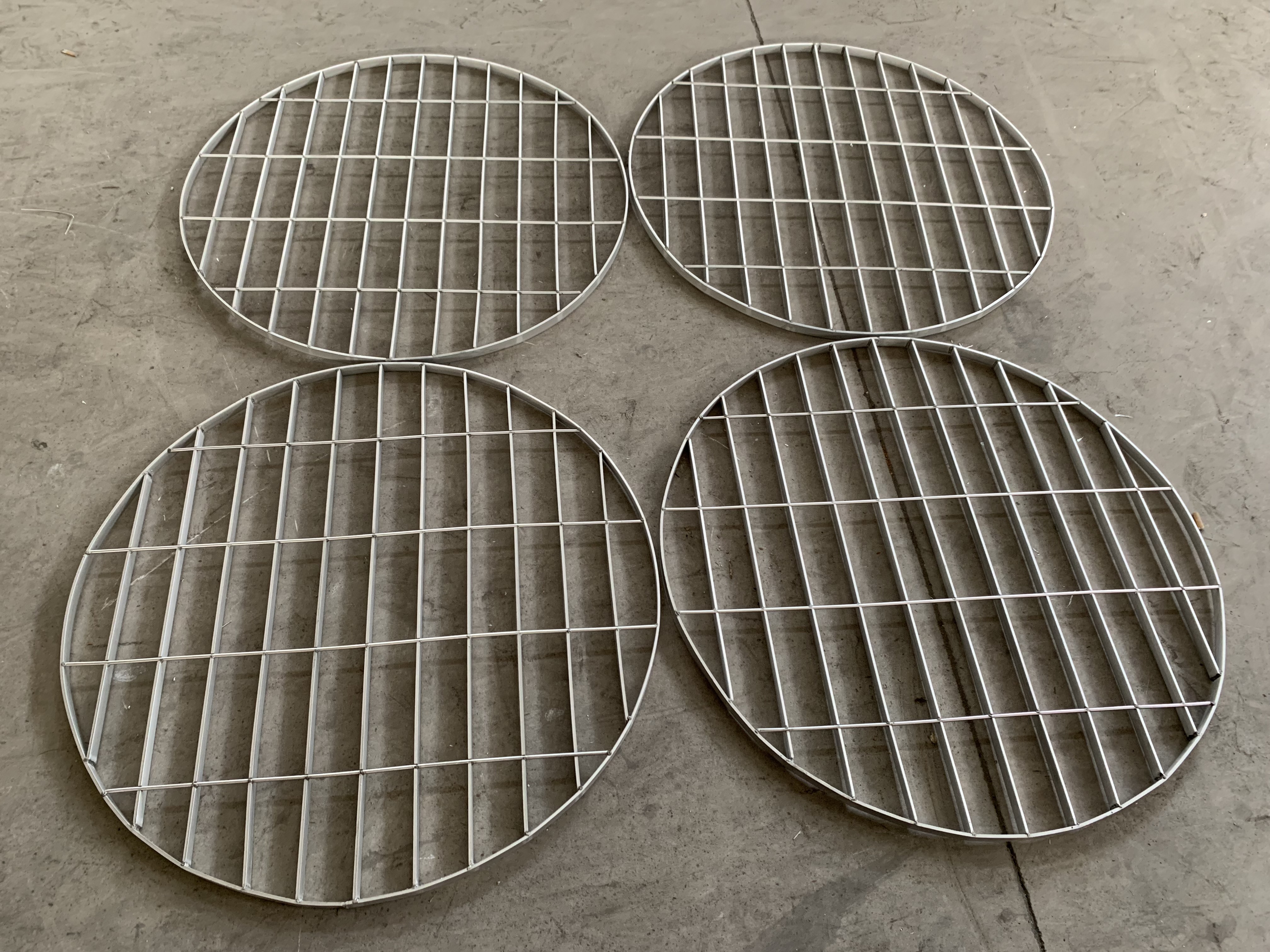
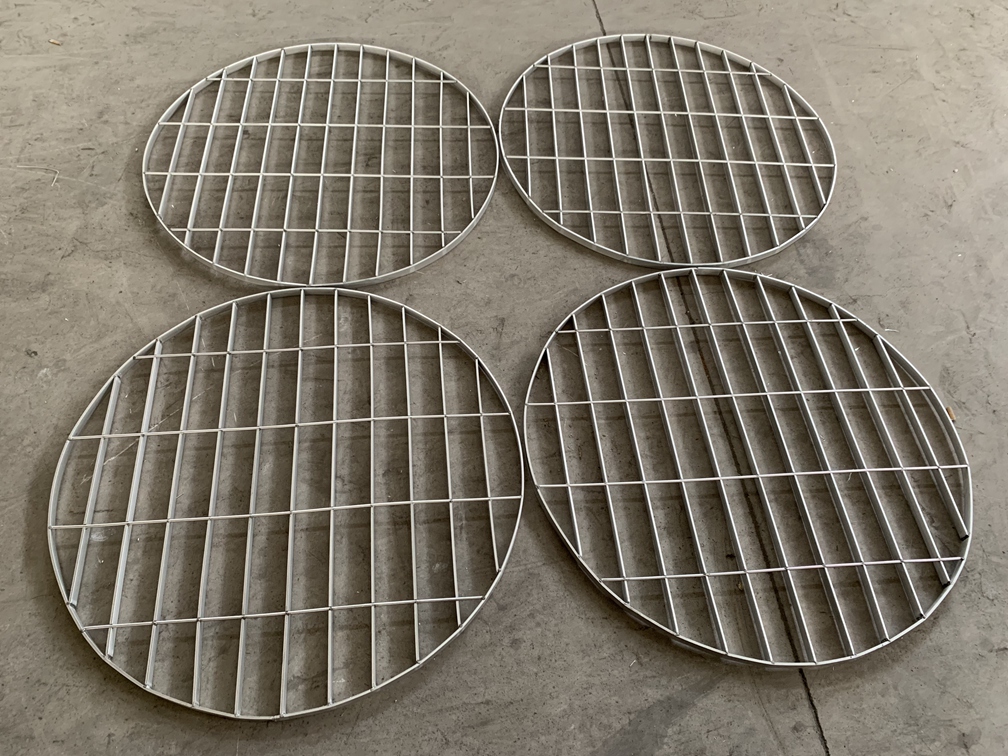
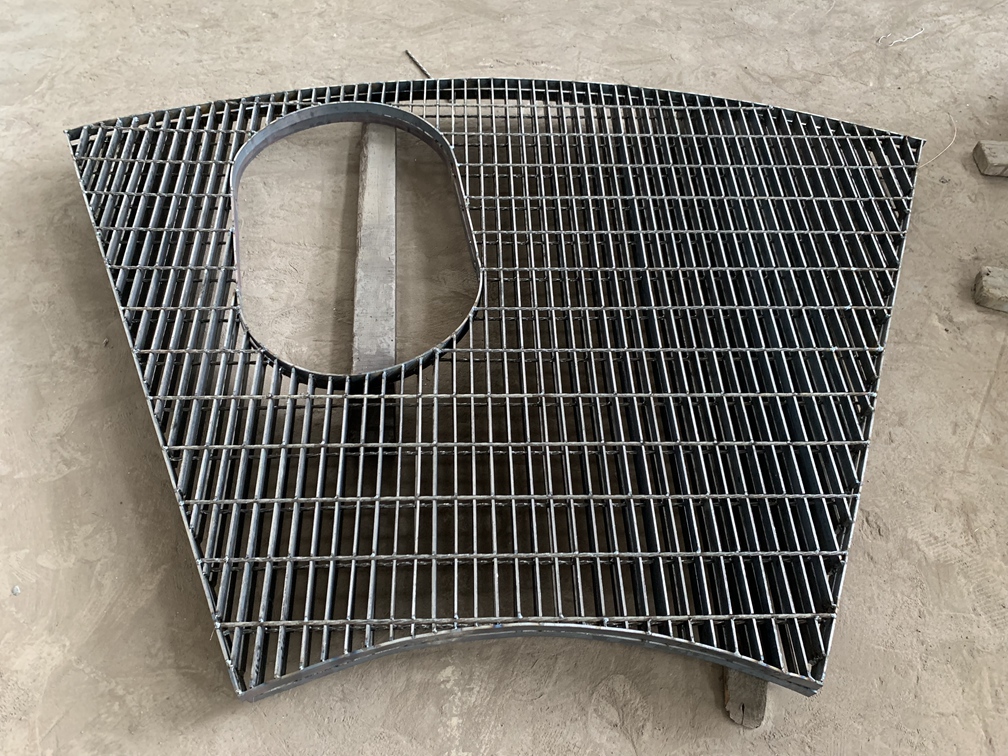
昆明热浸镀锌钢格板批发厂家 钢格板
- 相关产品:
产地:常州执行标准:YB/T4001.1-2007表面处理:ISO9001运输:全国购买方式:定制
现有钢格板的基本结构是:若干均匀排列扁钢的上表面焊接若干均匀排列的上横杆,形成若干方格状的平板结构。大量应用在钢结构工程的平台铺板、**井盖和水沟的盖板等场合。由于这种钢格板仅在上表面上焊接横杆,各扁钢在下表面之间缺少结构性的联系,导致整体的刚度和强度不足,在长期汽车碾压等交变载荷的作用下,特别是当扁钢宽度较大时,容易发生承载扁钢下部向侧面倾倒,从而导致局部失稳、横杆脱落等。技术改进
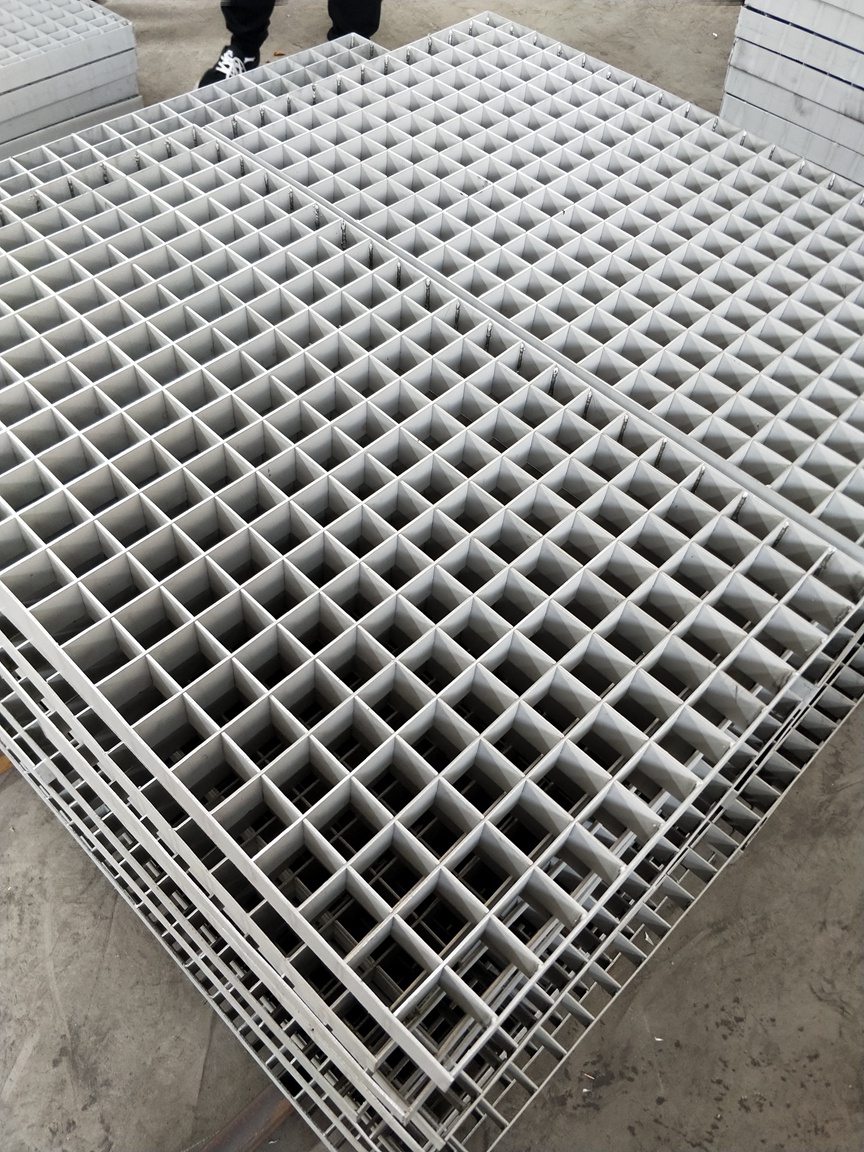
解决该技术问题所采用的技术方案是:一种增强刚度和强度的双面横杆钢格板,按间距排列扁钢的上表面焊接若干上横杆,其特征在于扁钢的下表面焊接若干下横杆。与现有技术比较所具有的有益效果是:由于采用上述技术方案,使得扁钢的上下侧面都与垂直方向的扭绞钢相联接,从而显著提高了钢格板的整体强度和刚度,抗侧向冲击能力强及整体稳定性好,彻底解决传统钢格板在使用中因强度和刚度不足所带来的工程质量上的问题,并且节约了工程用钢材,提高了耐久性。
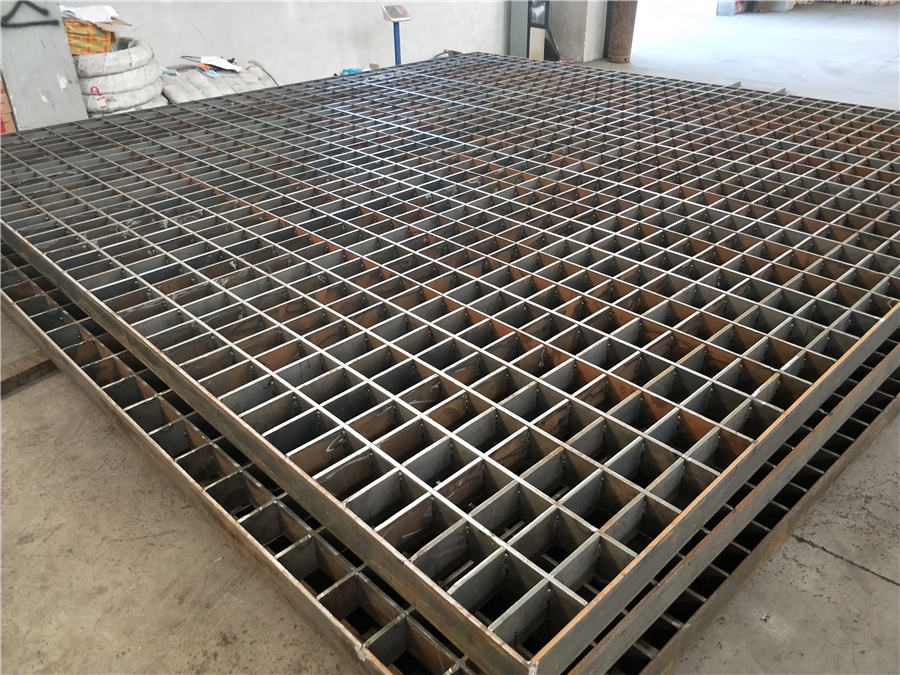
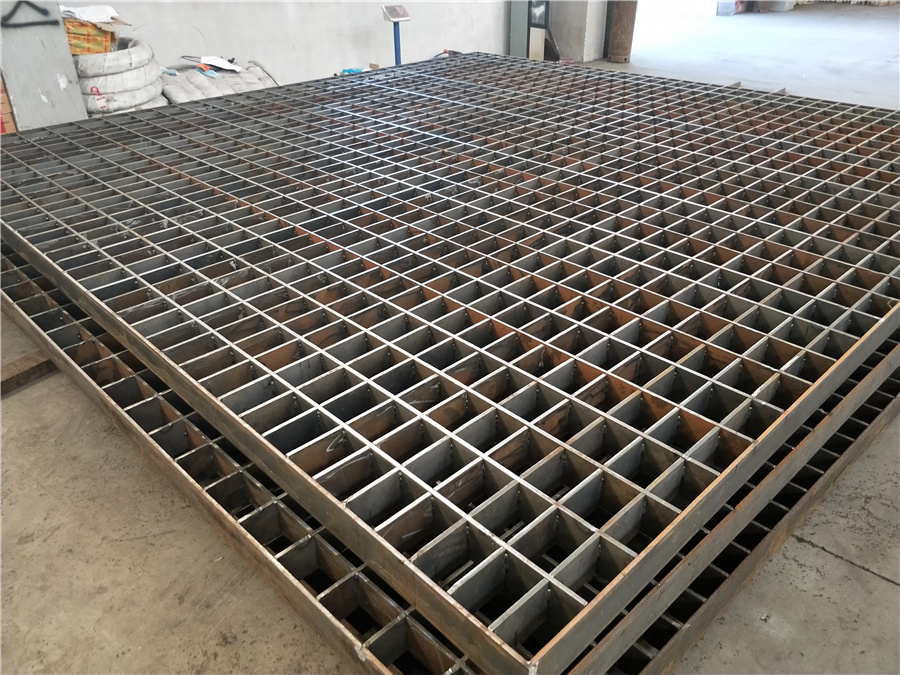
由于采用上述技术方案,各扁钢下在表面之间依靠若干下横杆联接,使得钢格板形成双面横杄的整体结构,显著提高了钢格板的刚度和强度。当荷载作用在钢格板上表面时,上横杆受压,下横杆受拉,形成应力均衡补偿,斜撑杆则支撑增加了整块板的刚度,这样形成了合理的整体受力结构,有效解决了现有钢格板由于汽车碾压等交变载荷造成的局部失稳、横杆脱落等问题。
和普通扁钢相比,防滑扁钢主要具有齿形和对称的I型截面。 齿形的变形特点齿形配置在成品前孔一次立轧成型, 成型时由于齿根部位的压下量远大于齿**部位的压下量,不均匀变形使得槽底两侧产生鼓形,在后道成品孔平轧时,部分鼓形的金属量转变为局部宽展,使得轧后成品齿形和成品前立轧孔设定的齿形有较大的齿距,这齿距同时随成品孔和成品前孔的压下量的变化而变化.。 要获得正确的齿形,需合理确定成品孔和成品前孔的压下量和孔型设计,掌握变形规律,设计出满足产品要求,并能稳 定质量进行批量生产的成品前孔轧辊齿形。
热镀锌标记代号为字母“G”可以在钢格板代号中省略。热镀锌执行标准为: GB/T 13912-2008

钢格板在焊接工作过程中,除了会产生大量的有害弧光、飞溅火星外,还产生大量的有害气体、烟尘,致使工人作业环境差。为改善工人作业环境,切实保护工人的身心健康,焊接烟尘的吸收和净化就显得尤为重要,科学研究和健康调查表明, 焊接过程会产生焊接烟尘, 这些烟尘颗粒很小, 会悬浮和弥漫在整个焊接工作场所。 而烟尘中存在大量人体可吸入物质( 如氧化锰、 六价铬、 钾、 钠的氧化物等), 这些有害物质不但会使人患慢性支气管炎, 还会沉积在人体的血液和骨骼中, 引发各种疾病。 焊接烟尘已经成为一大环境公害, 所以对焊接烟尘的净化治理, 也受到相关部门的高度关注.
对于焊接烟尘净化治理的研究,国外开展的较早,处理技术相对先进、成熟。就焊接烟尘净化治理发展方向看,焊接烟尘净化治理设备从单一性、固定式、大型化向成套性、组合性、小型化以及节能高效、以局部净化治理为主、全面通风为辅的综合净化治理方向发展。
焊烟净化机的结构和特点
焊烟净化机系统( 以下简称净化机)由吸尘罩、 风管和支承臂、 净化系统和风机四部分组成,其净化过程和原理类似于家用吸尘器。 由操作人员用手工将吸尘罩定位在需要焊接净化的位置, 风管由支承臂支承, 一端连接着吸尘罩, 另一端连接着净化系统。 当风机工作时, 风机前部的净化系统和风管、 吸尘罩内形成负压, 这个负压将焊接产生的烟尘随周围空气一起吸人净化系统, 经净化系统的过滤器过滤后. 通过风机出口排出。
1、净化机的优点
a、风管和支承臂可以带动吸尘罩悬停在其活动半径范围内的任意空间位置, 且手工拉动吸尘罩时灵活性好。
b、净化系统结构简单, 就是一个过滤筒, 滤材可方便地滤除直径大于0.5微米的尘粒,且阻力很小。并且当滤材沾满灰尘时. 可以通过压缩空气反吹后继续使用。
c、能耗少, 与整体通风净化相比可以节能90%以上。
2、净化机的缺点
a、对钢格板实际焊接情况来说. 吸尘罩有效吸尘空间太小, 即吸尘效率太低。
b、应用受到较大制约。 当钢格板尺寸较大时, 为达到吸尘效果, 需不断地手工移动吸尘罩, 操作较为不便, 容易影响钢格板的焊接质量。
净化机的发展方向
净化机因其结构紧凑,空间尺寸小,净化系统简单实用、节能, 使用成本低等诸多优点而被广泛采用。 这些优点在净化机的发展中应被保留和发展,关键是克服上述缺点。 因此,净化机的发展方向是在减轻劳动强度的同时进一步扩大吸尘罩的有效吸尘空间。实际上,只要能将由操作者手工移动吸尘罩这一动作改由智能型机器来完成,就能从根本上解决这个问题,即焊烟净化中需要有一款焊烟跟踪机器人。自主研制的具备感知、决策和行动三大机器人本质特征的烟尘自动跟踪臂( 以下简称跟踪臂)由焊烟识别传感器、 电脑和软件以及执行机构等几部分组成。 当焊接开始时, 焊烟识别传感器立即将焊烟产生点的三维空间位置传送给电脑和软件系统, 经软件系统分析后, 命令执行机构带着吸尘罩紧跟焊接点, 每隔3m m 自动移动一次( 宏观上可看作连续移动), 真正做到了吸尘罩与焊接点同步运动。 在焊接有害物质还未扩散就被吸收净化, 使有害物质的产生与吸收、净化同步,从而保证了工作环境的空气质量和操作者的健康。



{kind=link}